
内容介绍
摘 要:在目前带辊压机的水泥联合粉磨系统中,辊压机的作用至关重要,然而在实际运行中总是有各种各样的原因影响着辊压机的高效、稳定运行,本文通过对RP170-120 辊压机运行中的存在的若干问题进行分析并有针对性地进行改造,取得了较好的效果。
关键词:辊压机;跳停;喂料装置;气动棒阀
01 存在的问题
天瑞集团南召水泥有限公司有一套年产100万t水泥的联合粉磨系统,与水泥磨配套的辊压机是由中信重工机械股份有限公司生产的 RP170―120 辊压机,通过能力:610~710 t/h,自带斜插板式喂料装置与滚道式气动闸板阀。该联合粉磨系统于 2010 年 6 月投产,自投产以来,该系统中的主机设备辊压机在运行中存在诸多问题,主要有:
(1)因辊缝偏差大而频繁跳停;
(2)做功能力发挥不够。该辊压机额定电流71 A,改造前的实际运行电流仅有 39~43 A,做功能力仅有 60%,而正常情况下在达到 80% 左右才能保证辊压机的预粉磨效果;
(3)辊面特别是定辊辊面磨损较快,6~7个月就要对定辊辊面进行大规模的在线堆焊处理;
(4)用于辊压机跳停与起动时快速止料的滚道式气动闸板阀的滚道内易进灰,堵塞滚道,导致闸板进、出困难,需人工敲击闸板进出,费时费力。因以上诸多问题的存在,水泥磨台时偏低,电耗较高。
02 问题分析
众所周知,中信重工生产的辊压机为保护设备的运行安全,在程序设计上设置了较多的联锁跳停保护功能,主要包含运行电流、辊缝偏差、辊 轴温差、减速机油温、减速机振动、油流等,当实际 运行值超过其设定值后均会引起辊压机的跳停。针对辊压机存在的问题,公司的技术人员进行了分析:
(1)辊压机自带的斜插板式喂料装置下料中心线不在辊压机的中心线上,而是偏向定辊辊面 250 mm落在定辊上(如图1),喂入的物料由定辊通过旋转力把物料带入两辊之间进行挤压,致使辊压机对物料粒度的变化非常敏感,进入两辊之间的的物料颗粒稍有波动,辊缝偏差立即变大,需要岗位工不停的上下调整喂料装置的斜插板,但仍不可避免辊压机辊缝偏差过大而频繁跳停;
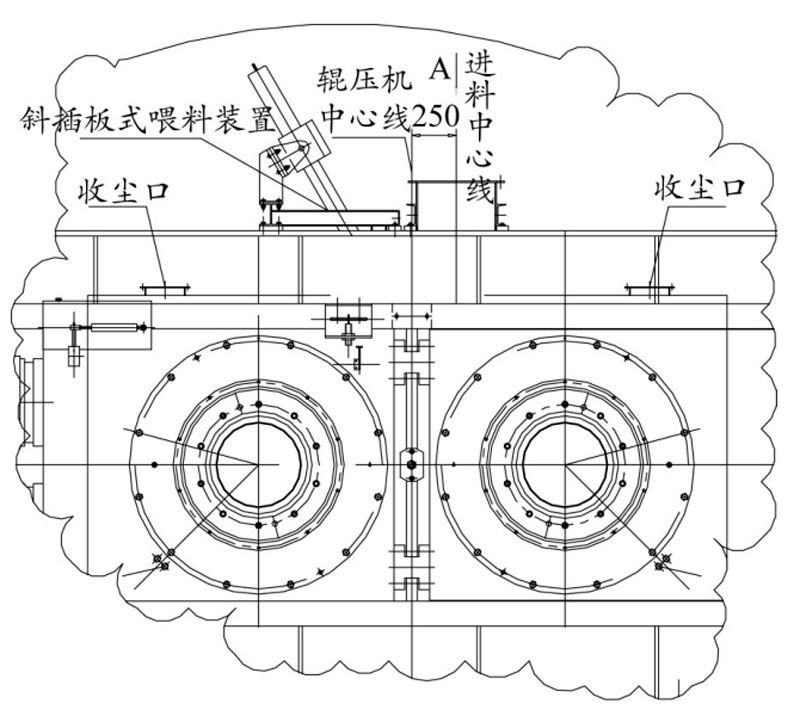
图1 原喂装置中心与辊压机中心偏差250mm
(2)由于料物直接落在定辊上,使定辊辊面的磨损较快(见图 2),运行 6~7 个月就要对定辊辊面进行在线堆焊修复,动辊辊面可使用 10~12个月;
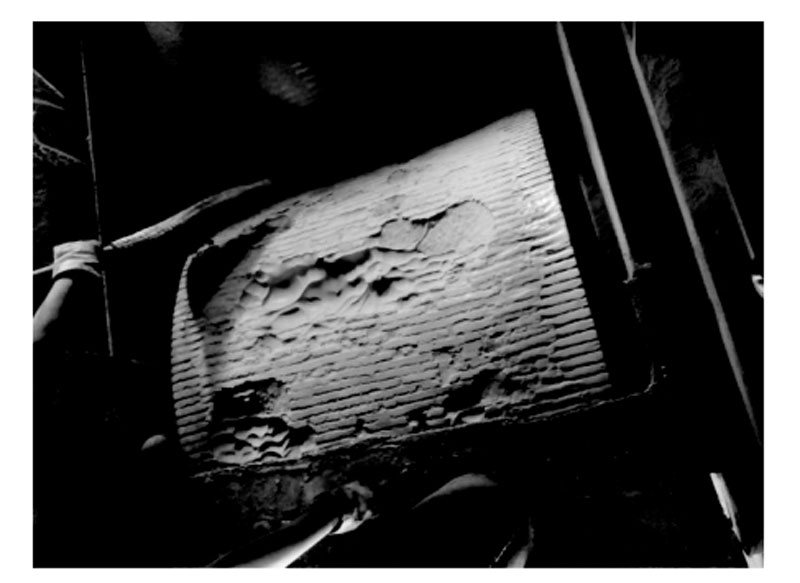
图2 改造前定辊辊面磨损情况
(3)中控操作员无法根据电流变化及时对进料阀开度实现灵活控制,导致不能控制辊压机的喂料量,影响系统稳定,辊压机的做功能力不能有效地发挥;
(4)用于辊压机跳停与起动时快速止料的滚道式气动闸板阀(见图3)的滚道内易进灰,堵塞滚道,导致闸板进、出困难,辊压机跳停、开机时不能快速关闭与开启;

图3 原滚道式气动闸板阀
(5)造成辊缝偏差大的另一个重要原因是原斜插板喂料装置的侧挡板设计不合理,原设计的大小侧挡板为单层,且在一个平面上,通过丝杠顶在两个辊子的端面,要求侧挡板与辊子端面的间隙在 3 mm 以下,以防止辊子两侧面漏料,影响辊子做功。但实际应用上3 mm的间隙很难控制,且在运转过程中侧挡板与辊子端面不断受到二者之间物料的磨损,该间隙越来越大,导致辊子两侧漏料十分严重,进一步加剧了辊缝的波动。
03 采取的措施
我公司的辊压机受影响最大的是辊缝偏差大引起的辊压机跳停,为解决此问题,我们采取了很多措施:
(1)在 V 型选粉入口处加装布料装置,减少物料离析,期望入辊压机的物料粒度均匀,缩小辊缝偏差,但收效甚微;
(2)在两个辊子之间的四组碰铁之间加装10~15 mm调整垫片,人为缩小辊缝偏差,虽减少了辊压机的跳停次数,但降低了辊压机运行电流,影响其做功;
(3)调节入料口的手动棒阀,辊缝小的一侧棒阀加大开度,辊缝大的一侧棒阀减少开度,此举有一定作用,但严重影响下料量,辊压机运行电流仅能达到40 A左右;
(4)增加循环风机叶轮直径,增加选风筒的处理风量以减少入辊压机的细粉含量;
(5)其他还有调整喂料装置的斜插板上下位置;调整工作压力;包括邀请中信重工技术人员到现场作技术指导,但均未彻底解决问题。
最终经过分析,我们认为还是应该从喂料方式上解决问题,设备原带的斜插板式喂料装置,工作原理是让物料落在定辊上,再由辊子旋转产生的圆周力把物料带入拉入角,再进行挤压破碎,在此过程中辊压机对物料的粒度变化非常敏感,入辊物料粒度一旦发生变化,很容易导致辊压机因电流、辊缝偏差大而跳停。
如果物料能直接喂到两个辊子之间,通过料压的垂直作用,两个辊子直接对物料进行挤压、破碎,不仅降低了辊压机对物料粒度的敏感性,而且相对于之前的物料由定辊圆周力带入辊缝的喂料形式,也降低了辊压机无功消耗;同时也要考虑减少物料的侧漏。而目前的双杠杆式喂料装置可以完全满足这些要求,如图4,最终决定用双杠杆式喂料装置代替原斜插板式喂料装置。
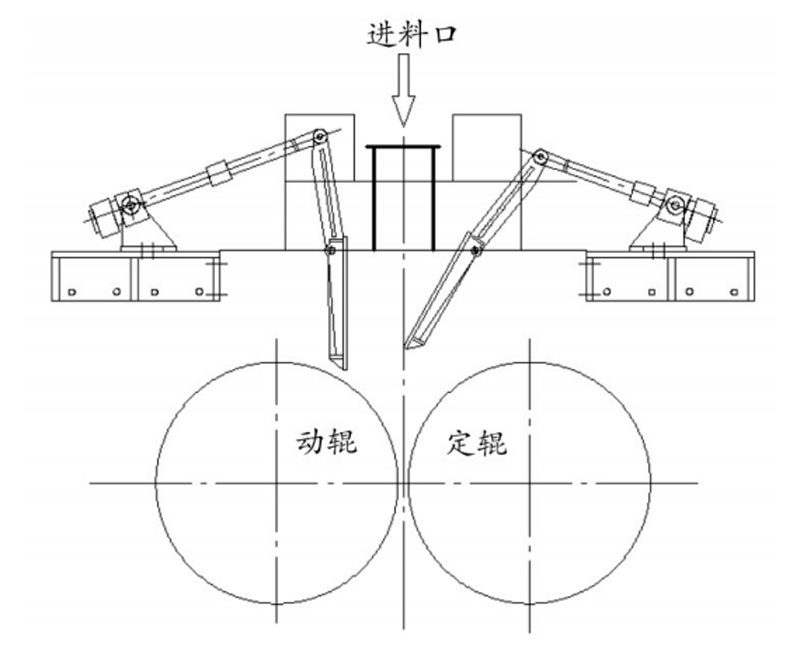
图4 双杠杆式喂料装置
04 实施改造
2015年10月经过论证确定方案后立即定货,12月利用水泥库满停磨的时机进行改造,具体改造内容有:
(1)将原有的喂料装置改为由中控直接控制的双杠杆喂料装置后,辊压机的喂料中心即为两辊子的中心,更有利于料压全部作用到辊子之间,既保证了辊压机的做功,也避免了因辊缝偏差大而引起跳停。
(2)将原易堵塞的滚道式气动闸板阀更换为气动棒阀(见图5),提高了阀门开闭的可靠性,降低了工人的劳动强度。
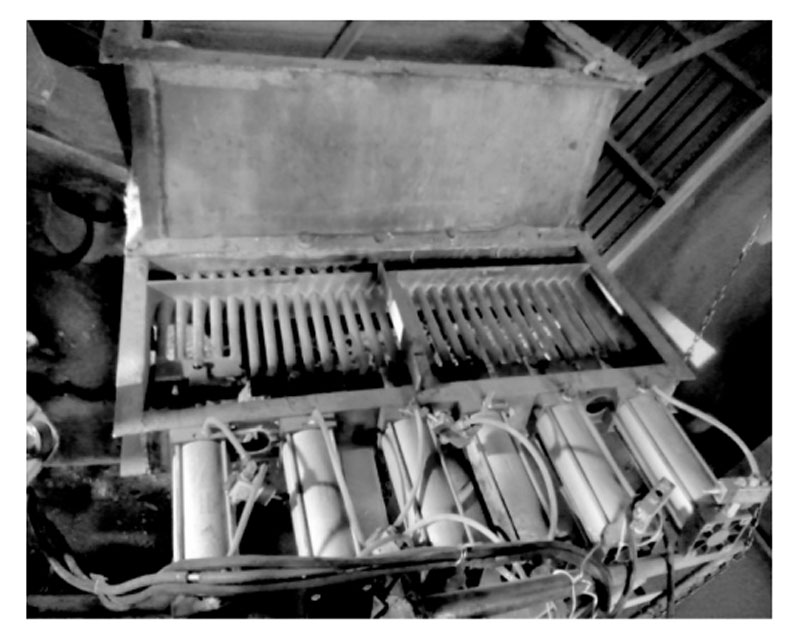
图5 气动棒阀
(3)双杠杆喂料装置实现了中控控制与调节,更加充分发挥辊压机的预粉磨能力。
(4)双杠杆喂料装置的侧挡板为内外双层设计,内侧挡板骑在辊子之间,外侧挡板位于辊子端面,从根本上解决了辊子端面漏料现象。侧挡板结构见图6。
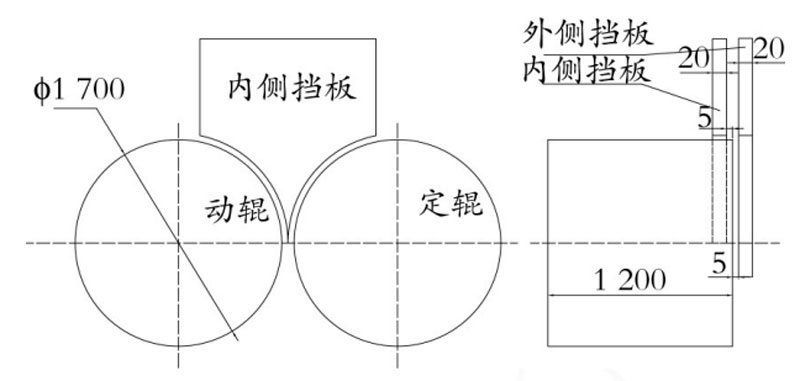
图6 内外双层设计的侧挡板
将原来的斜插板式喂料装置整体更换为双杠杆式喂料装置,同时将原来的滚道式气动闸板阀更换为气动棒阀。通过调试,达到了非常理想的使用效果,辊压机运行电流增加,做功能力加强;辊缝偏差波动大幅降低(见图 7),频繁跳停问题得以解决;中控可根据电流情况及时调整流量调节板,快速提高辊压机的做功效果;辊压机一旦跳停或开机后,上方的气动棒阀可立即进行关闭或开启,不再需要人工操作,大大缩短了设备空机运行时间。
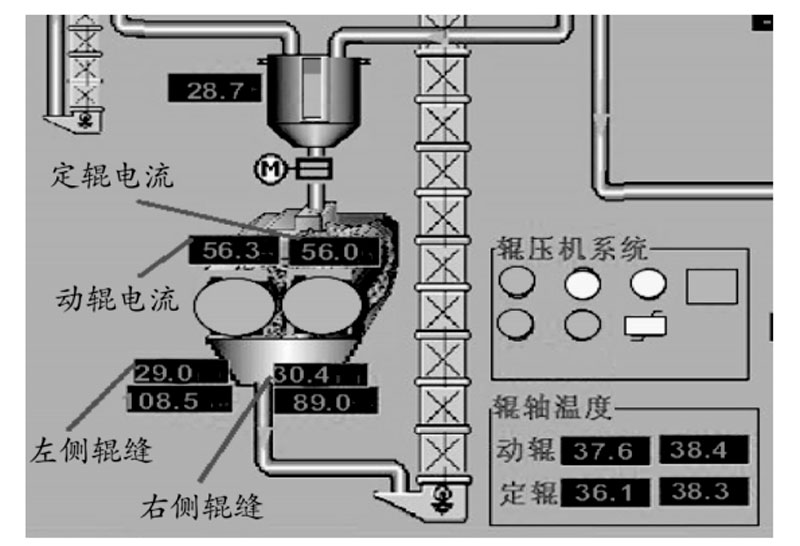
图7 改造后的辊压机电流与辊缝
05 应用效果
2015 年 12 月将该喂料装置改造后,使用效果十分明显,料压直接作用在两辊子之间,下料稳定,辊压机不再因为辊缝偏差大而跳停;中控操作员可以根据电流变化快速调整喂料量,充分提高了辊压机的做功能力,使磨机台时特别是 PC32.5R级水泥的台时大幅度提高(见图 8),同时电耗降低 2 kWh 左右,改造前后主要技术经济指标对比见表1。
图8 改造后磨机台时(PC水泥)
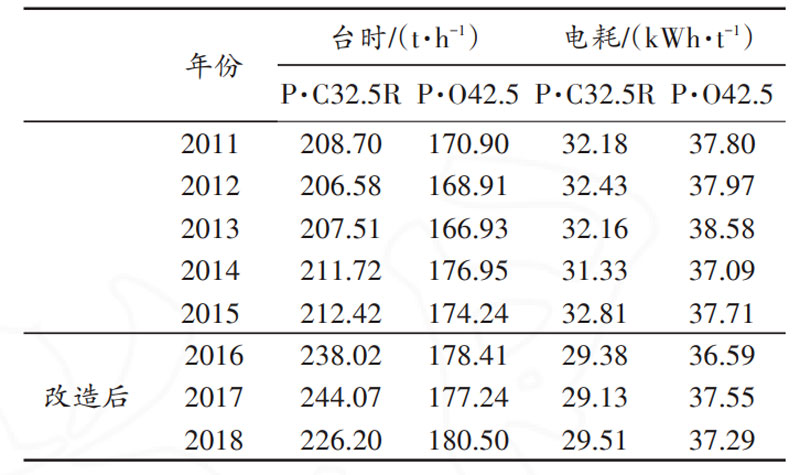
表1 改造前后主要技术指标
06 结语
我公司辊压机的喂料装置及气动棒阀改造后,辊压机运行稳定,减少了空机运转时间;水泥磨台时特别是 PC32.5R 水泥台时大幅提高,吨水泥电耗降低 2 kWh/t左右,节约能源的同时为企业创造了效益;辊子的使用寿命延长,节约了大量的人力、物力;不再需要人工频繁的干预设备运行,降低了工人的劳动强度,改造后整体取得了显著的使用效果与经济效果。
有关本文:
作者:张万东
单位:天瑞集团南召水泥有限公司
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

