
内容介绍
摘 要:某公司生产线回转窑规格Ф4.8m×72m,在生产中,点火投料时出现窑尾烟室PLC损坏、窑尾54.05拉链机电流波动大、石灰石皮带秤故障等情况,威胁到窑的运行,我们及时处置,保障了生产的正常运行。并对相关部件的管理和维护提出建议。
关键词:PLC;拉链机;石灰石皮带秤;故障
0 引言
某公司新型干法水泥熟料生产线,回转窑规格Ф4.8m×72m,斜度4%,三挡拖轮支撑;预热器为五级旋风筒,总体塔架高度105m;采用高效在线喷腾型分解炉,规格Ф8.64m×42.8m。正常生产期间,回转窑喂料390t/h,f-CaO质量0.8%~1.3%之间,分解率95%左右,一级出口负压3800Pa,温度310℃,回转窑系统烧正常。本文对该生产线的问题和解决措施作一总结。
点火投料时出现窑尾烟室PLC损坏情况2020年4月5日因煤磨给煤机皮带秤滚筒轴窜出来煤磨停机时间长,煤粉仓内煤粉烧空,回转窑停机。修理完毕,回转窑点火投料,在初期投料期间,现场岗位发现窑尾烟室空气炮不工作,电工查找原因为PLC损坏,这时系统温度已经达到投料需要条件。现场分析后决定边处理PLC故障,边投料。
当回转窑投料喂料量为1801,大约30min后,烟室压力以及整个系统压力整体缓慢上涨,烟室负压最高750Pa(正常380Pa左右),回转窑电流逐渐下降(见图1),由1000A降到780A,回转窑窑内通风明显不足。现场情况已经非常紧张,判断是烟室斜坡存在积料,岗位紧急使用水枪进行清理。在PLC紧急处理完毕,开启空气炮,将积料清理干净以后,系统负压立即下降,慢慢恢复导致正常状态,回转窑电流也快速上涨,说明判断烟室斜坡积料产生的分析是对的,空气炮开起来,正好将该处的积料清理干净。
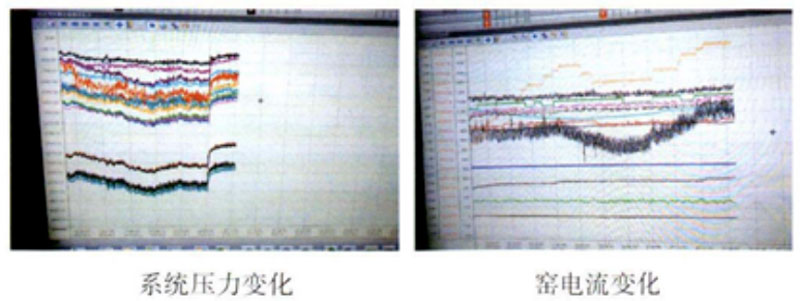
图1 系统压力变化与窑电流变化
此次情况发生在投料初期,很危险。对公司的教训是,易损件要常备,处理问题要快速,岗位也要早发现,卡脖子的问题一定不能拖。
02 窑尾54.05拉链机电流波动大的处置
2020年4月18日4时,当班中控操作员发现窑尾54.04拉链机电流波动较大,同时电流整体趋势如同过山车一般。通知现场岗位人员进行检查,岗位回复现场无异常内部物料不算太多。虽然如此,但操作员根据经验判断情况存在异常,随即往上查找曲线,发现4月15日10时45分,化验室人员为了查找出磨物料与入窑物料率值对不上的情况,协调将54.03拉链机北侧的斜槽闸板关闭,不让其走料。原来是54.03拉链机和54.05拉链机共同分担负荷在两台拉链机同时运行期间,无论是开两台生料磨还是一台生料磨,54.05拉链机的电流都不会有较大的波动,运行非常平稳。现在54.03拉链机关闭,又是在开启两台生料磨期间,因为物料太多,54.04拉链机的就会产生较大的波动。同时随着袋收尘的振打工作,拉链机内部的物料也在变化,电流随着物料的变化而波动。在确定化验室人员工作完成后,再次将54.03拉链机斜槽打开,54.03拉链机电流又恢复正常(见图2)
启示:各部门工作需要高度配合、协调,采取有效措施规避问题的出现;在完成工作后及时沟通,以保障设备的正常生产。
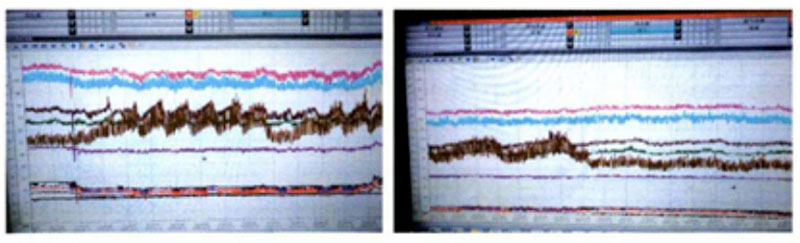
图2 拉链机电流波动
03 石灰石皮带秤故障对回转窑的影响和预防
3.1问题及处理
2020年2月3日凌晨1时,石灰石岗位发现22.07皮带配重秤的轴承损坏需要更换,更换轴承需6h。当时石灰石仓位14.3m,为防止两台生料磨同时停机而导致二氧化硫升高的现象发生,所以先停其中一台生料磨,另一台生料磨减产200t运行。
在石灰石仓位逐步下降的过程中,受物料的离析作用,中间的细料与黄土逐步使用完毕,这时石灰石仓位9.6m,在石灰石皮带秤处与入磨皮带秤处均能清晰可见越来越多的大块物料下来(见图3)。这时出磨的物料率值也变化的非常快,逐渐往高涨,出磨HM涨到2.42.回转窑对这种出磨的物料根本无法煅烧。当率值第一时间出来以后,回转窑产量由390t/h减到350t/h,1h后,出磨物料HM2.38仍然偏高,回转窑产量由350t/h减到300t/h,f-CaO为1.92%,这是提前控制的最好结果,没有造成跑生料与质量的大幅度波动,出窑熟料率值KH 0.947%,为截止目前最高的熟料率值。

图3 石灰石皮带秤停机后和停机前入磨皮带秤上的物料
3.2 故障预防方法
(1)安装自动配料分析仪,做到对物料的时时监测、分分钟配料的手段。截止目前使用自动配料分析仪以后,大大减少了因人为配料而迟缓的问题发生,做到了事前控制,物料稳定。
(2)强化回转窑操作,操作员根据物料变化情况及煅烧状况,做好提前控制,稳定煅烧热工系统,减少熟料质量影响
(3)加强岗位巡检与设备运行质量,每小时对皮带秤进行重点检查,防止皮带秤出现故障,导致设备计量不准确影响配料。
04 三次风闸板脱落的事故
2020年9月23日4时30分,中控室操作中发现,三次风管压力由原来的-500Pa瞬间提高至0Pa,预热器一级出口压力由原来的-4900Pa降低到-6200Pa,分解炉出口负压由原来的-700Pa降低到-2000Pa.烟室负压由原来的-450Pa降低到-1000Pa(见图4),窑头出现正压,且拉不起来风。在此状态下,回转窑运行极为困难,最终回转窑止料。判断为三次风挡板掉落导致,岗位检查三次风闸板链条是否松动,如果松动而没有张紧的话就说明已经损坏脱落。
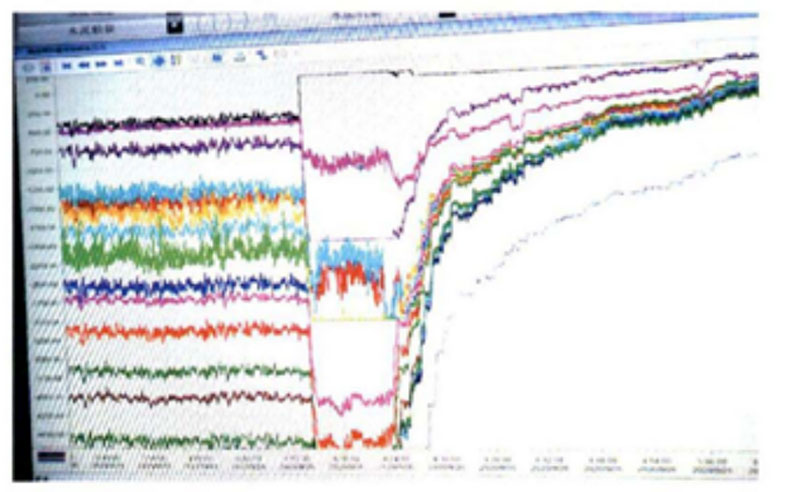
图4 系统压力变化情况
经岗位检查,闸板脱落。使用两个5T吊链进行吊装工作。将三次风闸板外壳体打开后检查,发现链条与闸板吊耳之间连接的卡环损坏(见图5),最终导致闸板脱落。由于之前使用的是铁的普通卡环,内部温度较高,增加卡环的氧化损坏速度。这次新换2个不锈钢卡环,不锈钢的耐温能力较强,卡环直径Ф20mm~Ф22mm之间。处理时间为5:30~10:00,时长4.5h。
图5 三次风闸板卡环损坏
启示:三次风闸板的卡环必须使用不锈钢或者是耐热钢的,避免使用铁件。只要检修,必须对闸板的链条与卡环进行检查,以备后患。
05 高温风机辅传电机轴承坏
导致风机振动大的原因
2020年11月14日1时10分,高温风机水平振动与垂直振动都出现较大波动,振动由原来正常时的1.1mm上升至4.0mm,高温风机转速为810r/min。及时将高温风机转速降低至760r/min,振动明显好转。岗位检查发现,高温风机辅传电机的轴承损坏,现场一直在冒火花。待振动稳定后,试着将高温风机的转速逐步提高,观察高温风机的振动依然变大。对此将高温风机停止,拆除辅传电机。拆除后,振动值正常,且运行正常。
原因分析:辅传电机轴承损坏,影响高温风机的主轴正常运行,且本身辅传电机的振动都大,最终导致高温风机的整体振动上升。
预防措施:将辅传电机与高温风机做一个分体式。需要使用时,将其安装上,不使用时处于分离状态。
06 大幅度掉窑皮导致
窑电流升高的原因分析
6.1出现问题
2020年1月10日1时48分,石灰石换堆后,石灰石取料机刮板轨道发生脱轨故障,停机处理。因石灰石取到堆尾,石灰石仓料位低,开一台生料磨,待石灰石换堆以后,石灰石仓料位稳定再开起另一台生料磨。由于石灰石取料机损坏,石灰石仓位由原来的16m缓慢降低至0m,最终使用铲车进行上料,生料磨压产运行。由于石灰石仓位的降低而使用铲车上料的原因,导致回转窑窑皮出现较大波动(见图6t筒体窑皮变化前后照片),且烧成带窑皮出现大量脱落,大量窑皮的脱落导致回转窑窑电流大幅度上升(见图7),由原来正常的1400A瞬间提高至1977A,且波动幅度较大700A左右,中控室操作员及时将窑头煤由原来的15.5降低到111,同时回转窑产量由原来的390uh减少至2801h,经过以上操作后,回转窑电流才逐步降低至正常。
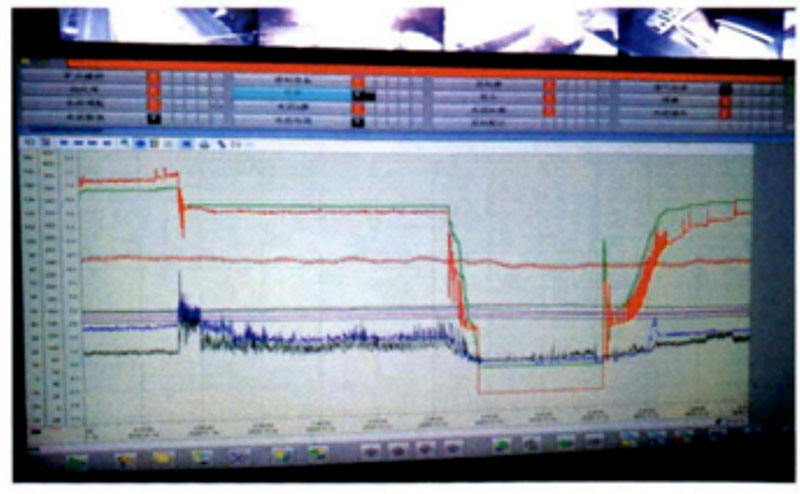
图6 高温风机振动
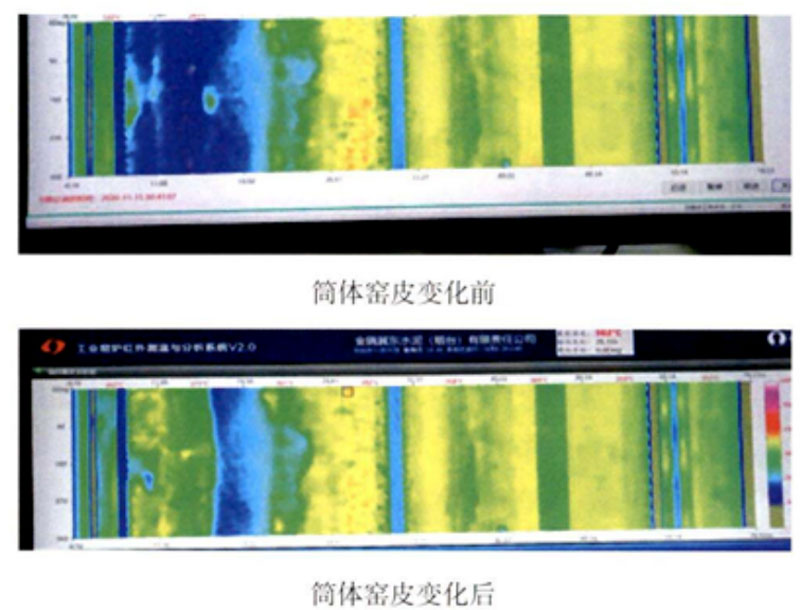
图7 筒体窑皮变化情况
6.2 原因分析
(1)石灰石仓位的降低,且没有及时进料,导致仓内的物料会由小块变成大块,生料率值也会逐步提高。但是化验室报上来的指标数据显示正常,完全不符合正常的逻辑思维,可以看出化验数据存在滞后性。
(2)铲车上料,铲的是石灰石大堆的外围,所以也是大块偏多,初期产生高料,但是铲车逐步往里面取料后,里面会出现小块与黄土,物料会变低,所以频繁的波动,影响窑皮的稳定。
6.3 解决措施
(1)石灰石取料机损坏后,要及时通知铲车进行上料,不管仓位多少,都要上料,减少仓内物料的变化程度。
(2)操作对窑皮的关注度要提高,发现窑皮的轻微脱落要及时进行调整并通知相关责任人,必须做好高度警觉,对通扫画面的敏感性要高,不能视而不见。
(3)操作员及时查看,火焰坚决不允许出现分叉。
07 总结
通过对以上设备故障的正确处置以后,水泥生产系统的运行得到进一步提高。同时也更加让我们对所有设备出现的问题得到重视,你对设备运行的态度如何,设备将会在后期运行中反馈给你。为实现优质高产低能耗,我们必须对设备高度负责,同时也是对自己负责,这是相辅相成的。以上事故的出现警示各位同仁,无论在日常生产过程中还是检修期间出现什么样的小问题,都一定要正确对待,这样才能保证水泥生产系统安全、稳定运行。
有关本文:
作者:张中国
单位:冀东水泥(烟台)有限责任公司
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

