
内容介绍
摘 要:针对某水泥厂SCR脱硝装置运行中反应器压差增大、耙式吹灰器耗气量降低等问题,分析了催化剂层堵塞的主要原因是耙式吹灰器故障及耙杆堵塞;同时从吹灰器设计、生产运行和吹灰介质等方面,逐项分析了引起耙式吹灰器堵塞的可能因素。对催化剂和吹灰器清堵后,反应器压差显著降低,脱硝效率也恢复到80%以上,同时通过在吹灰器提升阀上设置正压防堵管路,可防止飞灰入侵吹灰孔堵塞吹灰器,并提出运行优化建议。
关键词:SCR;催化剂;耙式吹灰器;堵塞;积灰
0 引言
随着国家对水泥行业的超低排放改造在“十四五”初期被提上日程,水泥行业也成为继电力行业和钢铁行业之后,我国第三个全面启动超低排放的重点行业。面对环保排放日趋严格的要求,水泥企业也从早期的分解炉低氮燃烧、SNCR及精准脱硝系统逐渐转向 SCR脱硝路线。SCR脱硝技术是目前水泥厂实现氮氧化物超低排放和解决氨逃逸的有效技术措施,由于水泥窑尾烟气粉尘存在浓度高、粘性大、碱金属及重金属等氧化物含量高等特点,给SCR脱硝系统乃至整个水泥线的稳定运行带来了严重的影响。
本文以某水泥厂中温中尘SCR脱硝装置运行中反应器压差增大、耙式吹灰器耗气量降低等问题作为实际工程案例,分析总结脱硝催化剂、耙式吹灰器堵塞原因,并提出相应的改进措施,可为国内同类装置提供借鉴。
01 SCR脱硝装置概述
某公司5000t/d新型干法水泥生产线,在原有SNCR脱硝系统的基础上建设1套SCR脱硝装置,控制窑尾烟囱 NOx<35 mg/m³,氨逃逸<5 mg/m³。
SCR脱硝工艺采用中温中尘技术路线,设置一台反应器位于高温风机出口,总层数设计5层,烟气垂直向下通过反应器。催化剂采用蜂窝式,装填5层,每层催化剂模块采用4x9布置。反应器自上而下,第1层采用10孔催化剂,第2~5层采用13孔。SCR反应器采用耙式吹灰和声波吹灰器相结合的吹灰方式,每层设置5台半伸缩式耙式吹灰器及7台声波吹灰器。耙式吹灰器所用吹灰介质为压缩空气,在空压站干燥、过滤后经烟气换热至 200℃以上供给耙式吹灰器。声波吹灰器采用膜片式结构,以压缩空气作为能量介质。耙式吹灰器和声波吹灰器采用独立运行、循环吹灰模式,
02 运行问题及停窑检查
2.1 运行问题
图1显示了自2023年6月至11月各层耙式吹灰器压缩空气流量变化。可以看出,投运之初(6月22日),第1~5层平均耗气量272~293 m3/h(工况流量)层间耗气量偏差较小。随着脱硝系统运行,各层耙式吹灰器耗气量逐渐下降,运行至 11月 24日,除第1层下降幅度较小(约 9%)之外,第2、3、4、5层耗气量分别降低了30.1%、41.8%、41.9%、41.8%,达到199.2m³/h、158.2m³/h、168.6 m³/h、170.4 m³/h。根据压缩空气流量降低情况,初步判断第2、3、4、5层吹灰器发生了堵塞。
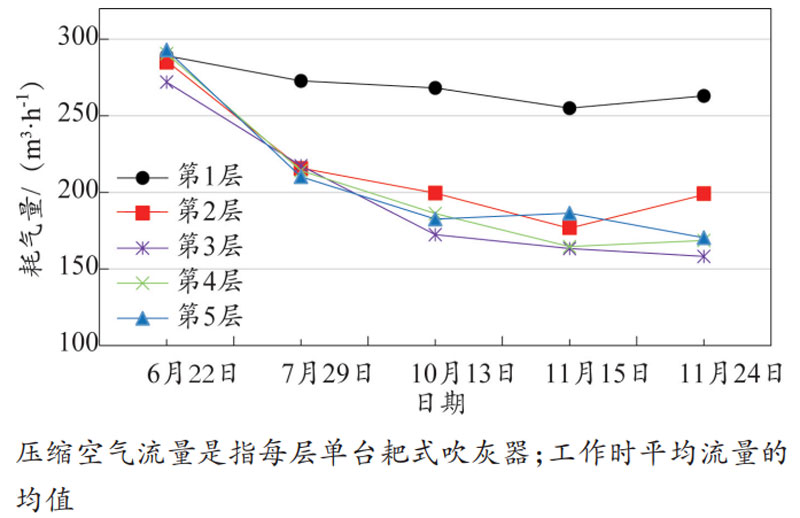
图1 2023年6月~11月各层耙式吹灰器耗气量
图2是SCR脱硝反应器压差和脱硝效率曲线冬。由图2可以看出,投运初期反应器压差270~280 Pa,每层催化剂压差约 54~56 Pa,脱硝效率约80%。随着脱硝系统运行,反应器压差逐渐上升,运行至 10月3日,压差增加至400~500Pa,脱硝效率未出现下降趋势;11月18日反应器压差自500Pa急速上升至800Pa,此时脱硝效率也自80%下降至 64%。根据反应器压差变化情况,初步判断催化剂层发生了堵塞。
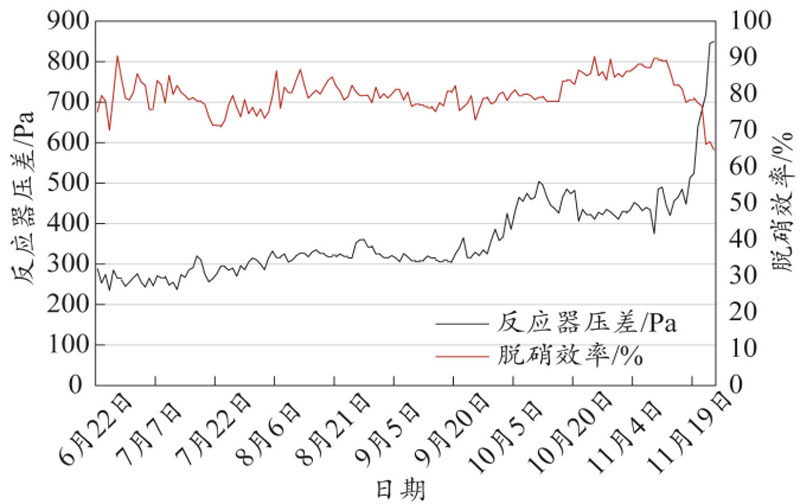
图2 2023年6月~11月SCR反应器本体压差及脱硝效率
2.2停窑检查
(1)催化剂层检查。停窑期间检查发现,催化剂堵塞类型可分为两种,一种是催化剂表面积灰,较为松散,主要分布在第4、5层耙式吹灰器端部的一列9个催化剂模块上,约占反应器截面1/4,其中第5层积灰较厚约100~120mm(见图3);第2、3层表面无明显积灰,仅在耙式吹灰器交界地带有分布。另一种是催化剂孔内积灰,在催化剂模块内无规律散布(见图4),第2~5层均有,其中第4、5层此类型堵孔率约 20%,第2、3层约3%、7%。第1层催化剂基本无积灰。

图3 (第5层)催化剂表面积灰
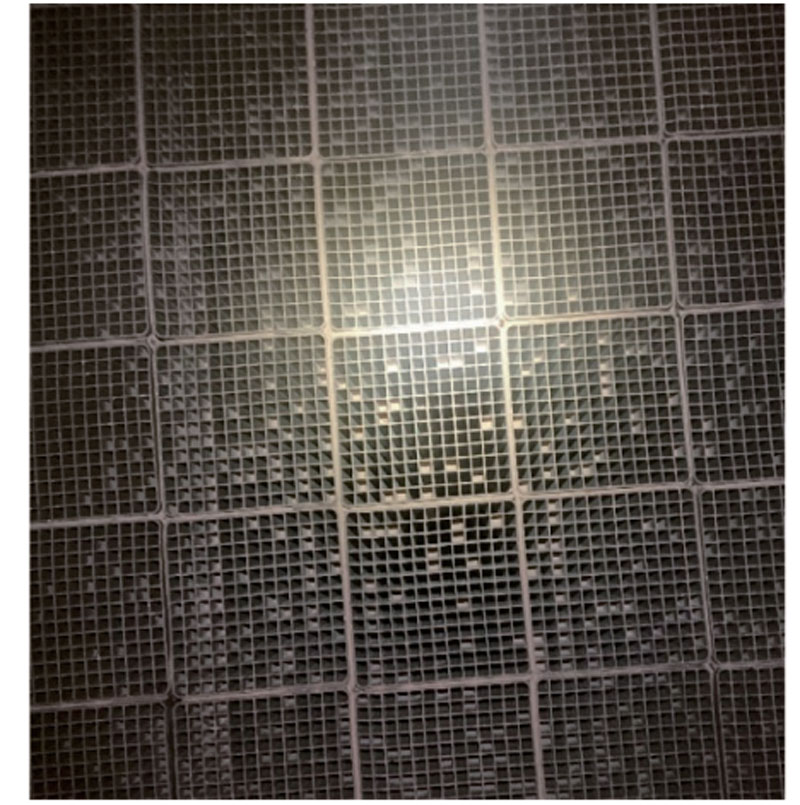
图4 (第5层)催化剂孔内积灰
对第4、5层催化剂模块布置进行分区并绘制出积灰分布情况,如图5、6所示。
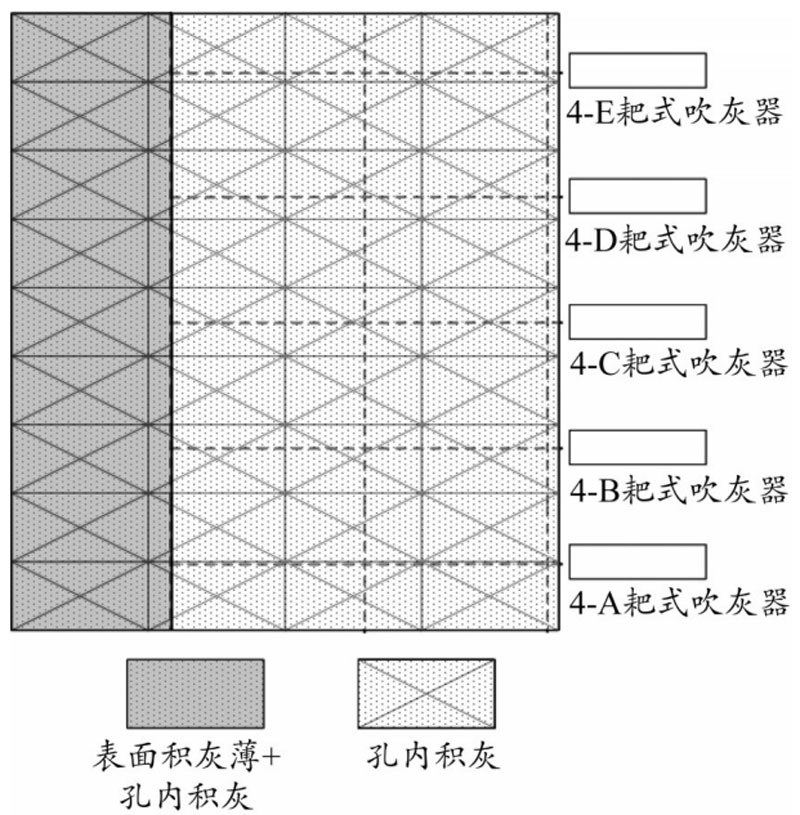
图5 第4层催化剂积灰情况
(2)耙式吹灰器检查。现场分别拆下第1~5层耙式吹灰器横耙杆检查。检查发现,第2~5层耙式吹灰器最远端横耙杆吹灰孔均被堵塞,耙杆内存在颗粒球状积灰(见图7),其中以第5层最严重,第4层其次,第2、3层较轻,第1层轻。与此同时,第4、5层的部分耙式吹灰器最远端(与横耙杆连接)的竖管也被积灰堵塞。
同时检查发现,第5层一台吹灰器最远端横耙杆与竖管连接处的法兰螺栓松动,横耙杆倾斜,造成压缩空气自法兰处喷出冲刷催化剂及反应器墙体,见图8。
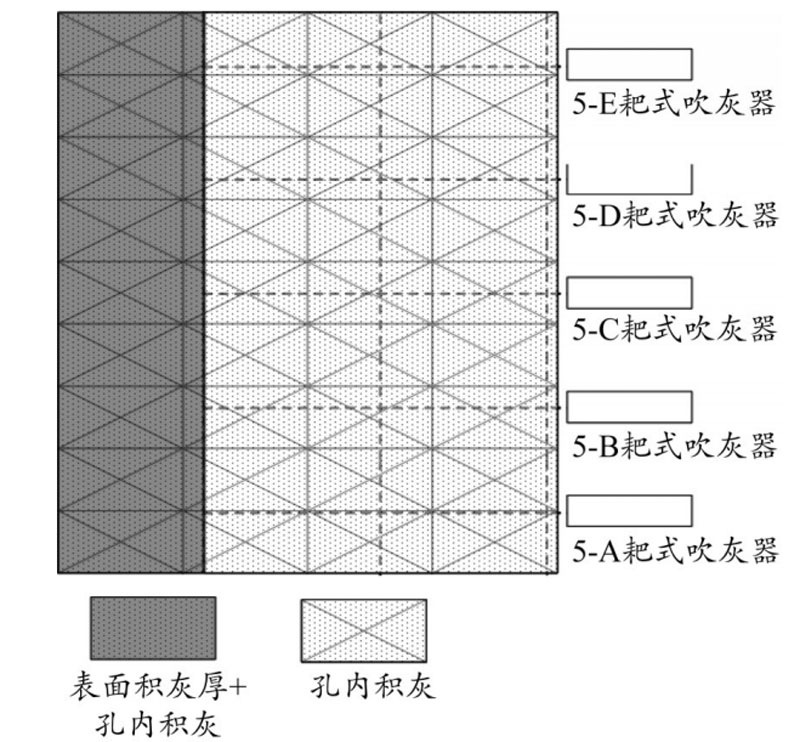
图6 第5层催化剂积灰情况

图7 横耙杆吹灰孔堵塞及清理积灰
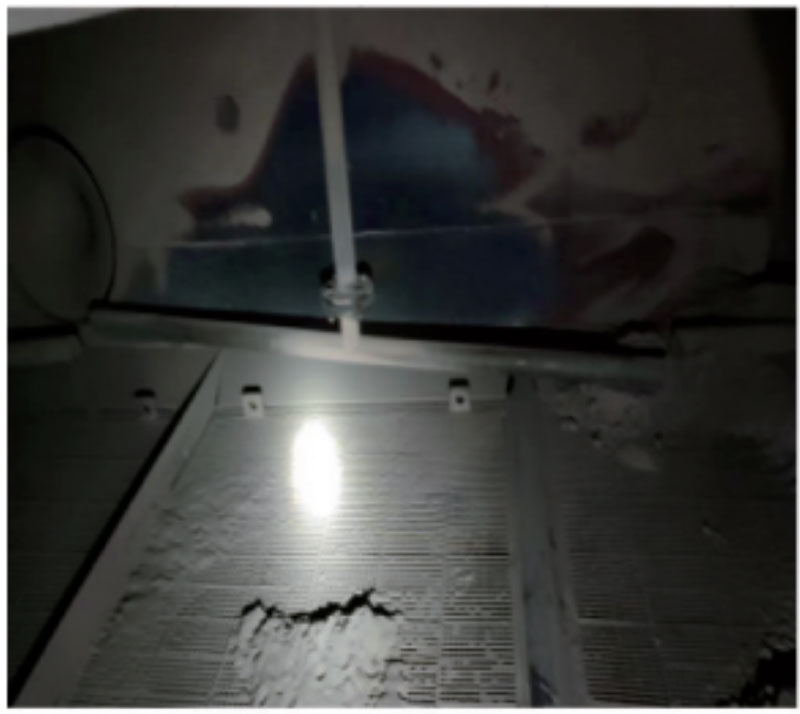
图8 横耙杆连接处螺栓松动
03 原因分析
3.1 催化剂堵塞原因分析
催化剂表面积灰,主要由于吹灰器横耙杆吹灰孔堵塞,吹灰器的有效流通面积减小,压缩空气流量降低,吹灰能力下降,吹扫区域的飞灰无法被烟气带走,在催化剂入口处“搭桥”覆盖催化剂孔道。对于第4、5层积灰较多的9个催化剂模块,一方面由于第4、5层吹灰器端部横耙杆吹灰孔堵塞严重(图1的压缩空气耗量变化也反映了这两层吹灰器的堵塞情况),造成横耙杆丧失吹灰功能,随着积灰逐渐增高最终形成端部横耙杆来回“推灰”;另一方面,为了防止第1层催化剂堵塞,提高第1层耙式吹灰器运行频率,即一个吹灰循环按照第1层→第2层→第3层→第1层→第4层→第5层运行,每层吹灰过程中的积灰会在下层沉降一部分,导致下一层积灰要稍高于上一层,第4、5层位于一个循环的末端,第5层的9个催化剂模块表面积灰相对较厚。
另外,耙式吹灰器在投运后,曾多次出现机械电气部件故障检修,期间吹灰过程中断,也是导致催化剂表面积灰的一个原因。
催化剂孔内积灰,由于预热器出来的窑尾烟气粉尘中氧化钙含量高,还有少量氧化钾和氧化钠,具有黏性高、附着力强的特点,因此粉尘较易黏附在催化剂表面,由于耙式吹灰器只能将催化剂表面粉尘扬起后被烟气带走,无法将催化剂孔内积灰吹走,生产线低负荷运行时,催化剂孔内流速降低,粉尘在催化剂孔内团聚连续捕集细小粉尘,形成粉尘沉积和板结。
3.2 耙式吹灰器堵塞原因
(1)吹灰器设计。图9显示了耙式吹灰器提升阀工作原理。耙式吹灰器工作时,气缸电磁阀打开气缸活塞杆向下运动克服弹簧预紧力,使阀杆向下运动,开启阀门,如图9(a);耙式吹灰器停吹时,气缸电磁阀打开,气缸活塞杆向上运动,并在弹簧预紧作用力下使阀瓣与阀座紧密贴合,阀门关闭,如图9。
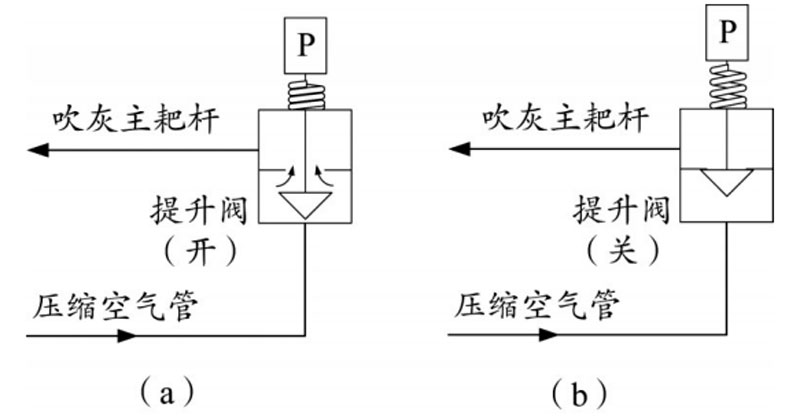
图9 耙式吹灰器提升阀工作原理图
耙式吹灰器停吹时提升阀关闭,吹灰主耙杆内无吹灰介质,耙吹管内压力与反应器压力一致,受水泥线磨开磨停工况切换的影响,磨停工况下,SCR反应器负压相对较小,如生产不稳定则会出现短时正压,造成烟气粉尘通过吹灰器吹灰孔侵入内管。
(2)生产运行。根据现场检修记录显示,耙式吹灰器曾多次发生故障检修,检修期间吹灰过程中断,导致催化剂表面局部积灰,耙吹再次启动时端部横耙杆陷入积灰中,导致飞灰倒灌进入横耙杆。
(3)吹灰介质。进入SCR脱硝系统粉尘来自于预热器,粉尘粒径小于10μm约占75%~90%,由于飞灰较细,耙式吹灰器在吹灰过程中扬起的飞灰侵入相邻的吹灰器孔眼,当吹灰介质湿度较大时,飞灰吸湿板结,而吹灰孔直径只有2mm,因此飞灰一日板结就难以排出,造成横耙杆吹灰孔堵塞。
04 积灰清堵及优化改进
4.1 积灰清堵效果
2023年11月,通过对耙式吹灰器横耙杆、竖管内积灰进行清理、吹扫后,开启吹灰器(同时开启电加热)逐层吹扫,将催化剂表面浮灰吹起,同时利用尾排风机将浮灰带走。对催化剂入口孔道“搭桥”积灰,人工用压缩空气软管吹扫,并开启尾排风机将粉尘带走;对于孔道内已经板结的积灰,则采用人工通孔清理。
检修完成后,SCR反应器本体压差维持在350~360 Pa,压差显著降低,脱硝效率也恢复到80% 以上,见图10;各层压缩空气耗量也明显提高,1~5层平均耗气量 260~300 m³/h(工况流量),基本达到了初始投运状态耗气量,见图 11。
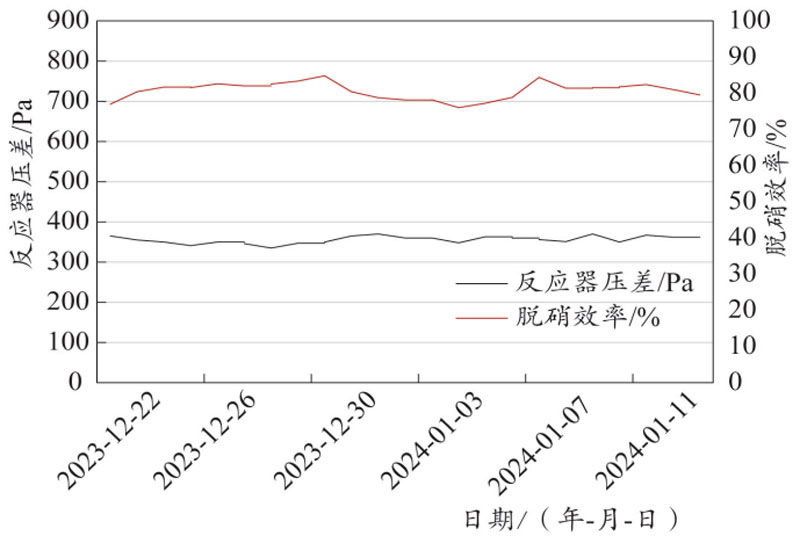
图10 检修后SCR反应器本体压差及脱硝效率
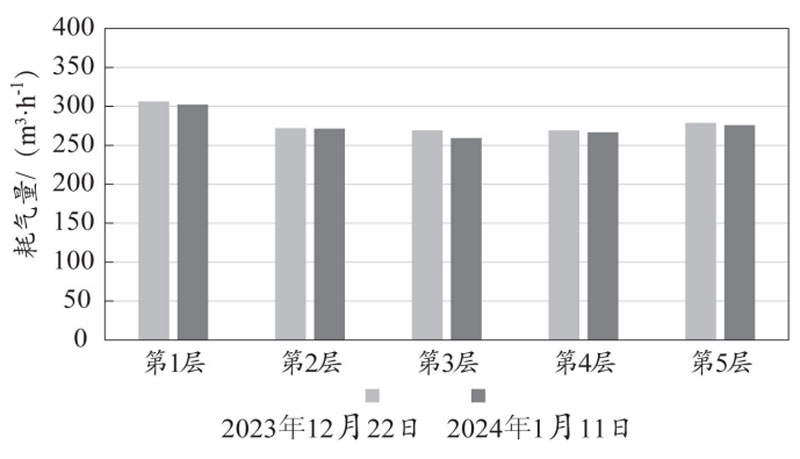
图11 检修后各式耙式吹灰器耗气量
4.2 耙式吹灰器防堵改进
为了防止积灰及烟气侵入吹灰孔,在耙式吹灰器提升阀处设置了防堵管路,见图12。在吹灰器阀体上接入低压(0.2~0.3 MPa)压缩空气,并在管路设置止回阀和手动球阀。吹灰过程中,提升阀内高压(0.5~0.6 MPa)压缩空气将止回阀关闭;吹灰过程结束时,提升阀关闭高压压缩空气,止回阀自动打开,低压压缩空气通入吹灰器中,可防止含尘烟气进入耙杆中。
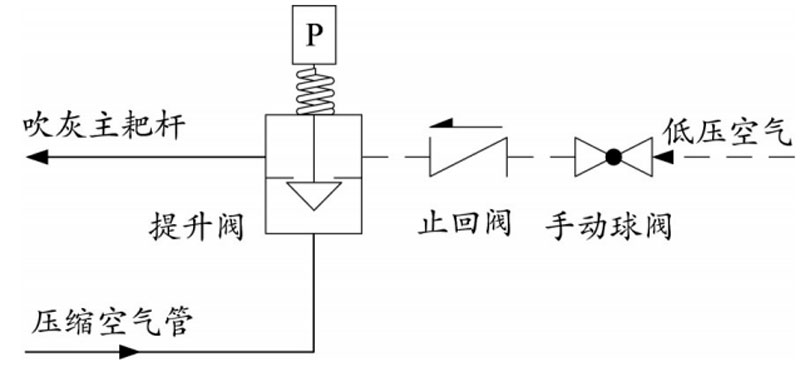
图12 耙式吹灰器防堵改造示意图
4.3 运行优化建议
(1)由于吹灰器横耙杆与主耙杆的竖管之间为法兰连接,在吹灰器运行过程中会有一定的振动,为避免因法兰松动造成压缩空气漏气冲刷催化剂,吹灰器投运前应检查法兰螺栓的紧固情况,并在检修期间逐一排查。
(2)由于SCR反应器进口设计了均流、整流装置,且第1层催化剂为10孔,检修未发现此层积灰因此可调整吹灰控制策略,减少第1层吹灰频率,降低设备故障率,同时可缩短吹灰循环时间,有利于下层催化剂表面积灰及时带走,降低了下层积灰的可能性。
(3)企业可利用短暂停窑机会开门检查催化剂积灰情况,及时清理 SCR各层及钢梁、导流板积灰,确保催化剂通道畅通。检修中对催化剂孔道的积灰应采用大功率吸尘器,或者采用压缩空气吹扫积灰使催化剂堵孔率降至5%以下,尽量减少人工通孔清灰而引起催化剂破损。
05 结论
(1)引起SCR脱硝反应器压差升高的主要原因是耙式吹灰器吹灰孔堵塞及吹灰器故障检修停止吹灰,导致催化剂层表面积灰;同时由于粉尘的黏附性强,在生产线低负荷运行时,粉尘因团聚作用在催化剂孔道内沉积板结,造成催化剂孔道积灰。
(2)引起耙式吹灰器堵塞原因是提升阀未设置正压防堵措施,磨停工况下,SCR反应器内压力减小,造成烟气粉尘侵入吹灰孔,并且又同时存在如吹灰器故障停吹、吹灰介质湿度大等不利因素,导致吹处理灰孔堵塞。
(3)对催化剂和吹灰器积灰清堵后,反应器压差显著降低,脱硝效率也恢复到80%以上,各层压缩空气耗量基本达到了初始投运状态260~300 m³/h(工况流量)耗气量。
(4)通过在吹灰器提升阀上设置正压防堵管路,可防止飞灰入侵吹灰孔,同时建议企业调整吹灰器吹灰控制策略,降低下层积灰的可能性,及时检查催化剂堵塞情况,减少人工通孔清灰,降低对催化剂损伤。
有关本文:
作者:王建立1,吴国明2,胡若美1,靳 峰1,陈 翼1,朱永长1
单位:1.中国中材国际工程股份有限公司(南京)、 2.广西金鲤水泥有限公司
来源:水泥工程2024年2期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

