
内容介绍
摘 要:水泥双闭路联合粉磨系统配置1台PFG180-140辊压机和1台Ф4.2m×13.5 m水泥磨,磨头配备V型选粉机及三分离选粉机,磨尾配备O型选粉机,试生产期间平均台产242.5t/h,水泥工序电耗31.3kWhh/t,台产低,电耗偏高。对稳流仓下料口、V型选粉机出口至三分离选粉机进口管道、三分离选粉机出口至旋风筒管道、磨头下料管、辊压机进料装置等进行了技改,结果表明,稳流仓物料离析问题得到了有效缓解,堵塞现象消除,系统阻力降低,台产提高至281t/h,电耗下降至26kWh/t。
关键词:稳流仓;选粉机;管道;双曲面进料装置;下料管
0 引言
富源西南水泥有限公司为云南天山水泥有限公司(以下简称云南天山)下属成员企业,其水泥磨系统为1台PFG180-140辊压机+1台Ф4.2 m×13.5 m水泥磨+V型选粉机(以下简称V选)+三分离选粉机+0型选粉机的双闭路联合粉磨系统,于2022年4月开工建设,2023年2月建成投产。试生产期间水泥磨平均台产242.5 t/h,水泥工序电耗31.3 kWh/t,台产低,电耗偏高。分析认为,导致系统能效低的原因有:稳流仓物料离析,V选出口至三分离选粉机进口以及三分离选粉机出口各段管道直径偏小,三分离选粉机选粉结果不理想,磨头进料装置经常漏料及堵料,物料落到挤压辊上时有严重的返料现象。为了提产降耗,公司决定对该系统进行改造。
01 系统的基本情况
该粉磨系统工艺流程图见图1所示。
该系统所选混合材料有石灰石、燃煤炉渣粉煤灰、改性磷石膏等,主要粉磨P·P32.5、P·O42.5、P·C42.5、P·O52.5级水泥。2023年3月水泥磨试生产正常后,生产P·O42.5级水泥的各项生产指标见表1所示。
从表1可知,该系统台产偏低,工序电耗偏高。
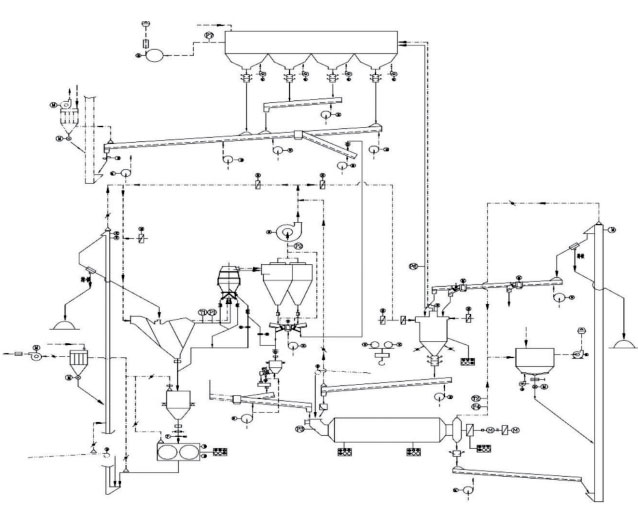
图1 水泥粉磨系统生产工艺流程
02 存在的问题及技改措施
公司成立技术攻关小组,查找系统能效低的原因,通过分析并一致认为问题出在以下几个方面:稳流仓物料离析、V选出口至三分离选粉机进口以及三分离选粉机出口各段管道直径偏小、三分离选粉机选粉结果不理想、磨头进料装置经常漏料及堵料、物料落到挤压辊上时有严重的返料现象,针对这些问题,公司采取相应措施对系统进行了改造。
2.1 稳流仓存在的问题与优化改造
2.1.1 稳流仓存在的问题
(1)稳流仓的物料来自V选、辊压机和三分离选粉机,物料不能充分混合;
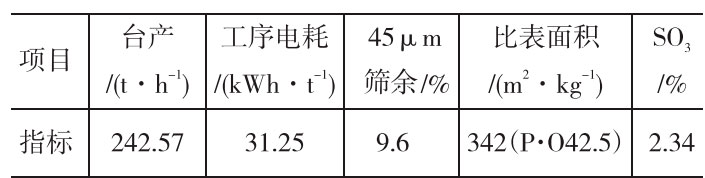
表1 生产P·O42.5级水泥的各项生产指标
(2)三分离选粉机出来的中粉及粗粉倾斜进入稳流仓,易产生离析,下料管[见图2(a)所示]冲刷磨损严重;
(3)稳流仓锥部采用150 mm筋板加固,筋板之间间距400 mm过大[见图3(a)所示],下料不稳定,以致辊压机辊缝偏差达到22mm以上,导致冲料引发辊压机频繁跳停。
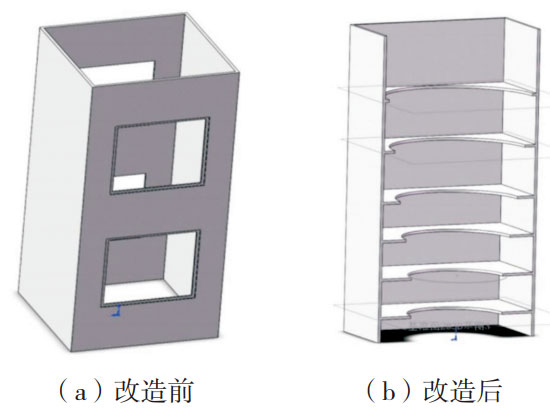
图2 下料管结构改造前后示意图
2.1.2 稳流仓相关部位的优化
制作600×600×1200 mm下料管[见图2(b)所示],并在内部增加6道从大到小的法兰,让颗粒料和细料在下料管内充分混合,有效地减弱了物料进入稳流仓后产生的离析现象。同时将稳流仓锥部磨损重新更换,原加强筋板割除80mm,余留70 mm,间距由400 mm缩小至100 mm并增加筋板[见图3(b)所示]。改造后辊压机辊缝偏差由原来的22~25 mm下降到10 mm以内,压机运行平稳,几乎无冲料现象。
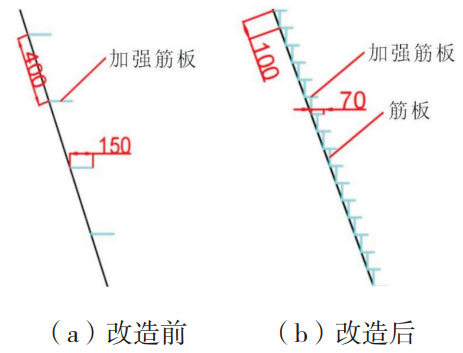
图3 稳流仓锥部改造前后示意图
2.2 辊压机选粉系统风管优化改造
2.2.1 风管存在的问题
V选出口至三分离选粉机进口以及三分离选粉机出口各段管道直径偏小,风速过快(见表2所示),并且旋风筒进口水平管道积料严重,V选的成品细度偏粗,选粉效率差,影响入磨物料细度及系统能耗(见表3所示)。
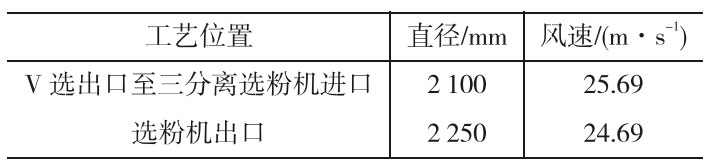
表2 工艺管道改造前的管径与风速

表3 工艺管道改造前相关单位的压强与循环风机运行频率
2.2.2 风管优化改造
对V选出口至三分离选粉机进口以及三分离选粉机出口各段管道进行扩径(见表4所示),旋风简进口由水平进入改成蜗壳形式进入,技改后循环风机运行频率下降(见表5所示),电流下降10A,电耗下降0.8~1.0 kWh/t;技改后V选压差明显增大(见表5所示),V选选粉效率提升。
2.3 三分离选粉机下转笼优化改造
2.3.1 选粉机存在的问题
三分离选粉机正常有细粉、中粉、粗粉[见图4(a)所示],中粉及粗粉管道物料混合后再回到稳流仓。在开机运行过程中,反复取样检测,发现中粉细度比粗粉细度偏粗(见表6所示),加上中,粗粉都是回稳流仓,粗粉中细粉过多,导致稳流仓内物料离析现象严重,进而辊压机经常产生冲料现象,辊压机做工不稳定,运行中振动过大,跳停频繁。
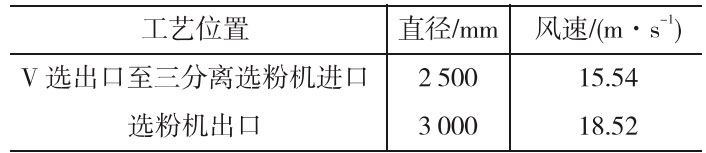
表4 工艺管道改造后的管径与风速

表5 工艺管道改造前相关部位的压强与循环风机运行频率
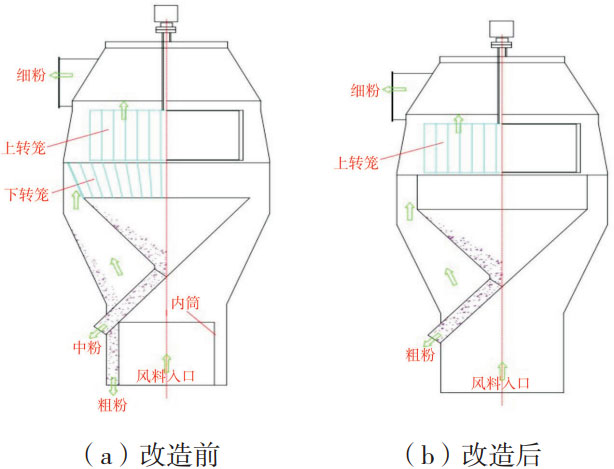
图4 三分离选粉机改造前后结构

表6 细粉、中粉、粗粉取样检测数据
将三分离选粉机下转笼叶片及法兰拆除,并把三分离选粉机进口内筒割除[见图4(b)所示],粗粉回料管割除封堵,原来的中、粗粉技改后就只有一股中粉回粉进入稳流仓。技改后三分离选粉机内部通风面积增大,有利于三分离选粉机进、出口压差降低,入磨细粉增多,回稳流仓细粉减少,压机运行稳定,磨机台产有所上升。
2.4 磨头进料装置及下料管优化改造
2.4.1 磨头进料装置经常漏料及堵料
水泥磨磨头入磨法兰内部密封经常损坏,加之入磨下料管道过短,物料入磨时溅到法兰内部密封位置,漏料严重,导致磨房内设备及周边环境卫生差。同时入磨物料有3种(三分离选粉机所选细粉、粉煤灰、脱硫石膏),因脱硫石膏水分偏重(15%),入磨下料口经常易堵塞,操作上不得不止料停机处理。堵塞后现场喷灰多,难清理,工人劳动强度大。
2.4.2 磨机进料装置改造方案
将磨头进料装置原法兰及密封拆除,重新制作环形接料装置并彻底密封,下部制作下料管并用手推车接料(预防磨机饱磨后漏料):加大入下料管道角度和长度。改造后磨头几乎无漏料现象磨内料层明显增厚。
将原来3根下料管道全部拆除,重新制作并安装新的下料管道,让来自三分离选粉机的细粉、粉煤灰、脱硫石膏混合后入磨,有效地杜绝了因脱硫石膏水分重造成的下料口堵塞问题。技改后没发生过堵料现象,有效地降低了工人的清料强度,机连续运转率明显上升。
2.5 辊压机进料装置的改造
2.5.1 辊压机进料装置存在的问题
原辊压机进料装置(斜插板式)离挤压辊距离过远(见图5所示),物料落到子上面的时候有明显的返料现象,辊压机运行电流虚高,达80~90A(额定电流:101.6A)。物料在辊子上产生返料现象时,辊子旋转阻力偏大,电流偏高,细粉料多时易冲料,导致辊压机振动过大,电流波动偏大而跳停,进而影响辊压机做功及单机电耗。
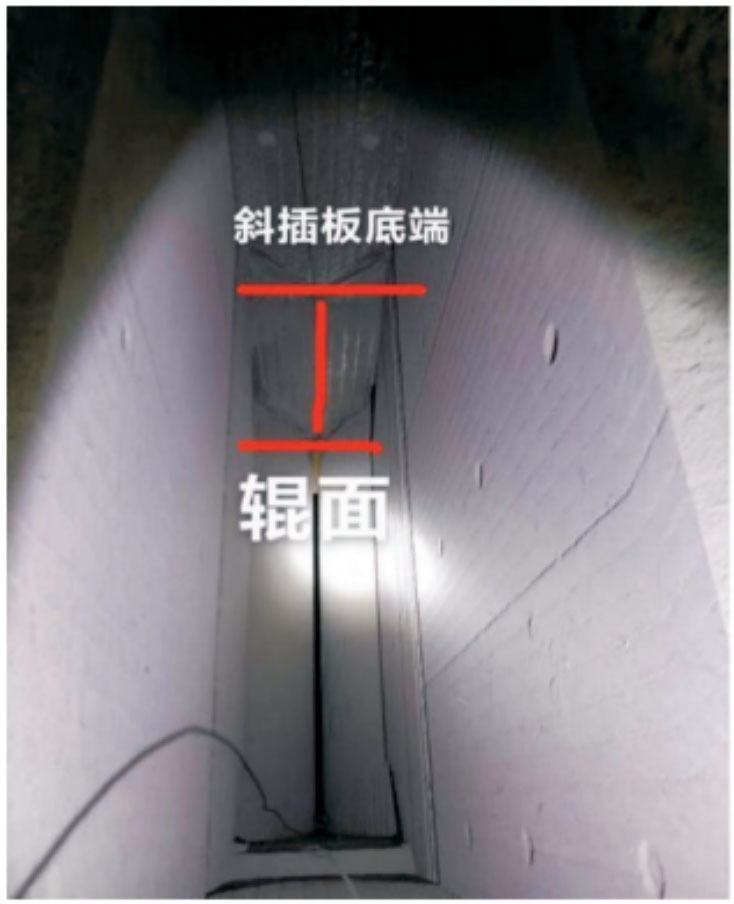
图5 原进料装置与辊面的距离
图6 新进料装置与辊面的距离
2.5.2 改造措施
把原进料装置拆除,安装新型弧形双曲线进料装置,原进料装置入口宽400mm改为600mm,这样有利于物料稳定进入辊压机。弧形双曲线进料装置最底端离辊面间隙15mm(见图6所示),有效降低了因物料下到面上产生的返料现象,辊压机运行电流75~85A,冲料现象消失,辊压机运行稳定,做功有所提高,台产有所上升,辊压机单机电耗下降0.5kwh/t。
03 结束语
公司针对水泥双闭路联合粉磨系统试生产期间平均台产242.5t/h、水泥工序电耗31.3kwh/t的状况,对稳流仓下料口、V型选粉机出口至三分离选粉机进口管道、三分离选粉机出口至旋风筒管道磨头下料管、辊压机进料装置等进行了技改。技改后,稳流仓物料离析问题得到了有效缓解,磨头进料装置堵塞现象消除,系统阻力降低,台产提高至281t/h,电耗下降至26kWh/t。
有关本文:
作者:陈炜1,宋陶林2,左金祥2,秦庆理1,吴志娟1,李沅炘3
单位:1.云南天山水泥有限公司;2.云南富源西南水泥有限公司;3.云南省建筑材料科学研究设计院有限公司
来源:《新世纪水泥导报》2024年6期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

