
内容介绍
摘 要:某水泥厂拟将回转窑规格由Φ4.8m×74m改造为Φ4.3m×74m,为降低改造成本,采用三档支承和轮带利旧、设计制作双层松套式垫板系统的改造方案。重点阐述了双层松套式垫板系统的结构设计、加工制作、现场安装及日常运维。双层松套式垫板系统主要由内外圈垫板、挡环过渡套筒等组成,设计时,需确保窑筒体及轮带与过渡套筒间保持一定的间隙值和滑移量:加工时,过渡套筒焊接完成后应作整体去火处理;安装时,垫板系统、轮带需预先与筒体大段节套装;维护时,应注意垫板系统的润滑、间隙值检测并及时更换垫板。本次改造共历时4个月,投产后回转窑运行稳定,实现了改造预期目标。
关键词:垫板系统;过渡套筒;间隙值;滑移量;利旧改造
0 前言
某5000t/d水泥熟料生产线回转窑规格为Φ4.8m×74m,因企业发展需求,拟将生产线产量降至3000t/d,配套进行回转密改造,改造后的回转设计规格为Φ4.3m×74m。为最大限度降低改造成本,采取了利旧回转窑原三档支承、轮带、传动部件和大齿圈,重新设计更换空筒体、头和窑尾密封大齿圈弹簧板及相关附件的改造方案。此方案基本无需进行土建基础改造,回转窑部件可充分利日,改造成本较低。
改造后的回转窑直径减小了0.5m,原Φ4.8m×74m回转窑配套轮带应用于Φ4.3m×74m回转窑时轮带与窑筒体之间的间隙增大。为确保窑筒体不产生较大变形和剧烈振动,需改造窑筒体与轮带之间的过渡结构,以适应新的回转窑筒体运行工况,本生产线应用双层松套式轮带垫板过渡系统进行了改造,改造效果良好,回转窑运行稳定,实现了预期改造目标。
01 常规轮带垫板形式及其改造方案
水泥回转窑由筒体、轮带、垫板、托轮、传动装置及密封装置等辅助设备组成,筒体内砌有耐火材料。若回转窑在运转过程中变形较大、振动剧烈将导致窑内耐火材料磨损、开裂甚至脱落,影响耐火材料使用寿命。常规回转窑轮带松套在筒体外部,与垫板之间保持适当的间隙,使筒体保持足够的刚度,减少温度应力,避免回转窑在运转过程中产生变形,确保回转窑的稳定运行和耐火材料的正常使用。若垫板结构设计不当,易导致轮带和垫板磨损严重,简体发生断裂、束颈、焊缝开裂等重大设备事故,也会缩短耐火材料使用寿命。
按轮带形式的不同,回转窑筒体垫板可分为固定式垫板、活动式垫板、松套式垫板等。当前,主流设计多采用技术成熟的单层松套式垫板形式。使用单层松套式垫板时,在回转窑运转过程中,轮带和垫板之间可保持适宜的间隙和滑移量,避免轮带和筒体因受热而发生“抱死”现象,同时,筒体在运转过程中变形较小,耐火材料不会因筒体变形而受损。改造前,本生产线轮带配套使用的活动式垫板已严重磨损,无法满足生产需要。本次改造在单层松套式垫板形式的基础上,考虑到轮带与窑筒体之间的间隙较大,设计并采用了刚度更高、适应性更强、冷却效果更好的双层松套式垫板系统方案。
02 双层松套式轮带垫板过渡系统结构设计
2.1 系统组成
双层松套式垫板系统结构组成如图1所示在回转窑筒体与轮带之间增设了过渡套筒,并在过渡套筒与轮带、筒体之间分别安装了外圈垫板和内圈垫板。轮带两侧设有外圈挡环,外圈挡环与焊接在外圈垫板上的定位块1接触,用来承受轴向力;将定位块1与过渡套筒焊接、定位块2与定位块1焊接;外圈垫板不与任何部件焊接,而是被镶嵌在由定位块2、定位块1及挡块形成的区域内,定位块2和定位块1限制了外圈垫板的运动。更换外圈垫板时,只需将挡块割下,即可抽出外圈垫板。内圈垫板采用与外圈垫板相同的结构形式,更换方式也完全相同。
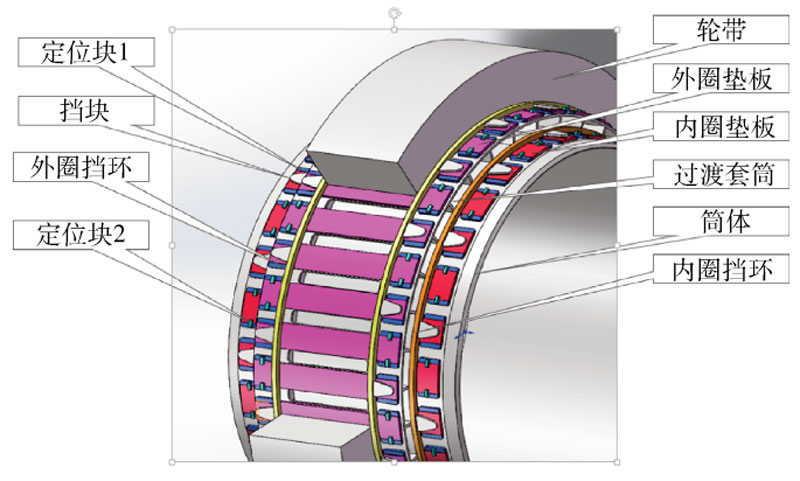 图1 双层松套式垫板系统结构组成
图1 双层松套式垫板系统结构组成
2.2 结构间隙值计算
在回转窑正常运行过程中,窑筒体和过渡套筒间、过渡套筒和轮带间均需保持一定的间隙值和滑移量。然而,随着回转窑的长期运转,内外圈垫板均会产生一定程度的磨损,导致窑筒体和过渡套筒间、过渡套筒和轮带间滑移量超出允许的范围值:需及时更换内外圈垫板。外圈垫板与轮带间的间隙值S1,及内圈垫板与过渡套筒间的间隙值S2,均可按照式(1)计算得出:
由于窑尾、窑中、窑头对应的过渡套筒与轮带温差均为 80℃,计算可得,窑尾、窑中、窑头外圈垫板与轮带间的间隙值S1均为6mm。内圈垫板与过渡套筒间的间隙值S2计算方法与S1一致,根据过渡套筒与筒体间的温差进行计算。由于窑尾、窑中、窑头对应的过渡套筒与筒体温差分别为 100℃,150℃、150℃,计算可得,窑尾、窑中、窑头内圈垫板和过渡套筒间的间隙值分别为9mm、11mm、11mm。
2.3 垫板设计
垫板的设计与计算包括单个垫板长度、宽度及垫板系统总周长、所需垫板数量等关键结构参数根据相关设计资料可知,垫板系统总周长为筒体圆截面周长的 60%~70%。为避免垫板厚度过大、刚度过高、不易随筒体自然变形,增加了垫板焊缝处的应力。垫板厚度宜设定为筒体厚度的40%~60%;单个垫板长度根据轮带轴截面长度和止挡装置的结构来确定,以满足安装和使用为宜;单个垫板宽度是在垫板系统总周长确定后,结合回转窑直径,确定垫板块数后间接得出。以Φ4.3m回转窑为例,通常所需垫板数量为36块,据此可以确定单个垫板宽度。
2.4 过渡套筒设计
过渡套筒的设计须确保其具有足够的强度和刚度,因此,我们采用了箱型截面结构作为设计基础,如图2所示。箱型截面结构具有良好的抗弯和抗扭特性,结构稳定性好,能够满足回转窑在复杂运转工况下所承受的多向应力需求。过渡套筒的材质选用普通碳素钢板,为便于焊接,进一步优化结构,减轻重量,在过渡套筒外圈钢板设计了与垫板数量相同的长椭圆孔。
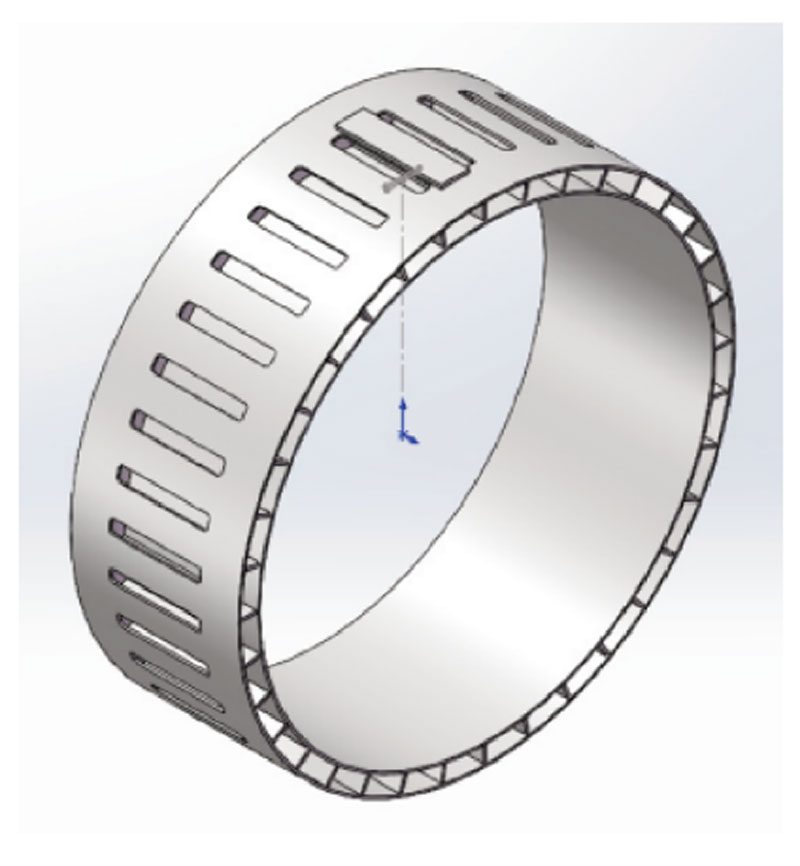
图2 过渡套筒箱型截面结构示意
对过渡套筒进行了简化的静应力分析计算,模拟了每块垫板承受2500kN垂直方向载荷和500kN水平方向摩擦力等极端工况下的过渡套筒应力和应变情况。模拟时,将过渡套筒内侧固定装夹,对外圈垫板施加垂直方向的正压力和水平方向的摩擦力,采用标准实体网格划分方法进行了过渡套筒应力和应变数值模拟。计算结果显示,过渡套筒的最大应力仅为 184.7MPa,远低于钢板屈服强度(235MPa),满足应力设计要求;过渡套筒最大变形量为 0.38mm,远低于“轮带椭圆度<0.2%D(回转密直径)”要求。因此,该过渡套筒设计足够安全,其变形不会对空筒体及耐火材料造成不良影响。
03 双层松套式垫板系统加工制作
在完成过渡套筒焊接工作后,应先作整体去应力退火处理,再单独加工垫板。鉴于过渡套筒外圆表面与轮带内圆表面的加工标准相同,其表面粗糙度、尺寸公差和形位公差等均需严格符合设计规范,满足设计需求。而过渡套筒内圆表面则遵循与空筒体外表面相同的圆度及直线度要求,无需额外加工。
两套垫板系统的外圆表面均在立式车床上加工,内圈垫板通过节点焊接与筒体小段紧密结合后加工,外圈垫板与过渡套筒以点焊方式固定后加工,确保加工后的垫板系统外径尺寸和表面粗糙度满足图纸要求。垫板与窑筒体焊接示意见图3。如图3所示,在加工过程中,内圈垫板在a、b、c、d四处与窑筒体焊接,随后对垫板外圆表面进行机加工至符合图纸要求,加工后保持整体组装状态,和筒体大段节一起发运;外圈垫板和过渡套筒也在相应的四点进行焊接,共同进行垫板外圆及过渡套筒两侧端面的加工至符合图纸要求,加工后保持整体组装状态,与过渡套筒一起发运至项目现场。
 图3 垫板与窑筒体、过渡套筒的焊接示意
图3 垫板与窑筒体、过渡套筒的焊接示意
04 双层松套式垫板系统现场安装
此项工作需在筒体整体组对焊接之前完成,即垫板系统、轮带需预先与筒体大段节进行套装组合。轮带垫板系统改造安装照片见图4。具体安装步骤如下:
(1)彻底清除轮带、过渡套筒、内外圈垫板上的油漆、铁锈和污物等,并涂抹一层石墨润滑脂或二硫化钼高温油膏。
 图4 轮带垫板系统改造安装照片
图4 轮带垫板系统改造安装照片
(2)过渡套筒与窑筒体在地面套装,并依据窑筒体垫板上的圆周刻线进行初步定位;在上部两侧的过渡套筒内径与垫板外径之间,各楔紧3~4块木楔,以防止起吊过程中过渡套筒与筒体之间产生相对位移。套装完成后,测量过渡套筒与内圈垫板之间的间隙S2,确保其符合设计规定。
(3)采用相同方法套装轮带,测量轮带与外圈垫板之间的间隙S1,确保其符合设计规定。
(4)铲除各垫板a、b、c、d四处的焊缝。
(5)轮带的最终定位应在窑筒体焊接完毕后进行。需确保轮带轴截面长度中心线与托轮轴截面长度中心线的错开量和方向均符合图纸要求,且偏差<±3mm。
(6)各档轮带最终定位后,检查各档轮带的纵向中心线,确保其处于同一中心线,且径向圆跳动公差值<1mm,端面圆跳动公差值<2mm。各档轮带最终定位符合要求后,再进行挡块、定位块焊接工作。同时,需保证外圈挡环与轮带之间以及内圈挡环和过渡套筒之间每侧各留有 2.5mm间隙。
05 双层松套式垫板系统的日常维护
回转窑正常运行过程中,垫板磨损不可避免若垫板系统设计合理,垫板的磨损量将会显著降低。因此,减少垫板轮带内表面及过渡套筒内表面的磨损,延长这些零件的使用寿命,是日常维护的重中之重。除了日常监测及维修轮带和托轮表面:保持回转窑筒体直线度及优化调整托轮和轮带接触状态外,还需针对垫板系统进行专项维护保养。
5.1 垫板系统的润滑
为减少垫板系统各零件之间的磨损,垫板的润滑工作显得尤为重要。建议现场采用自动喷射润滑系统或采用手动方式定期对垫板系统进行润滑润滑油宜选用耐高温、防粘附的润滑剂或轮带专用润滑油。
5.2 垫板系统间隙的监测
在日常运维过程中,轮带和外圈垫板、过渡套筒与内圈垫板之间的间隙变化均需进行监测。为实现精准检测,可通过安装自动监测装置实现垫板系统间隙数据的连续监测,也可定期手动测量轮带、过渡套筒和垫板之间的滑移量,垫板系统的更换。
垫板系统滑移量的监测数据能够直接反映回转窑筒体、垫板系统与轮带是否处于正常工作状态,一旦垫板系统滑移量超出设计允许范围,则需及时更换垫板。
垫板系统正常运行时,结构间滑移量应维持在10~25mm,最小滑移量不宜<5mm,以防止筒体出现抱死或束颈情况;最大滑移量不宜>30mm,以防止筒体出现严重变形及耐火材料损坏情况。因此,当检测到垫板系统结构间滑移量>25mm时,应及时更换垫板。
06 结语
本次轮带垫板系统改造共历时4个月,其中设备制作周期为3个月,现场安装及调试周期为1个月(含全套筒体及窑头、尾密封等关键部件安装)。3套双层松套式垫板系统的制作及现场改造费用总计约135万。为确保垫板系统正常稳定运行,需对其进行常规维护,至少每周添加一次轮带垫板专用润滑油,润滑油添加量约8L(覆盖全部润滑点);也可根据设备使用情况,缩短润滑油添加间隔周期,预估每年日常维护成本>2万元。在正常运行状态下,双层松套式垫板系统的磨损情况和常规回转窑轮带垫板系统相同,垫板使用周期预估可达3年以上,更换时只需更换内外卷垫板。3套双层松套式垫板总重量约27t,垫板材质均为普通 Q235B碳素钢板,制造成本不高,且垫板结构设计合理,现场更换便捷。
目前,该回转窑系统已顺利投入使用,系统运行平稳,双层松套式垫板系统内外圈结构的滑移量均满足设计要求,达到了预期改造效果,为后续类似项目的利旧改造提供了可行的解决方案。
有关本文:
作者:姜中毅
单位:唐山中材重型机械有限公司
来源:水泥技术2024年第6期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

