
内容介绍
0 前言
西北某大型水泥工厂(简称G厂)水泥磨系统由Ф1.6m×1.4m辊压机,Ф4.2m×13.5m二仓球磨机HFV4000静态选粉机,组合式DSM4500型动态选粉机和LPPM128-12×15脉冲收尘器组成。该系统自生产以来,P・O42.5水泥比表面积控制指标360±10 m2/kg,很长一段时间内磨机台产保持在180~190t/h,比系统设计产能低15t/h,辊压机机体频繁冒灰。为了提升系统台产,解决冒灰问题,曾采取了调整V选散料布局和球磨机钢球级配的措施,希望可以改善V选筛分能力,加强入磨物料量和二次回辊压机的细粉料量的控制,同时提升球磨机二仓研磨效率。经调整后,磨机产量可达200t/h,但入磨物料量波动大,球磨机负荷控制和质量稳定性变差,水泥比表面积较之前降低20m2/kg,稳流称重仓冒灰未见明显变化,未达改善预期。
01 现象描述
G厂水泥磨采用带辊压机的联合粉磨闭路系统,工艺流程见图1。该系统球磨机自调试以来一直存在料球比低的现象,为此在球磨机运行中急停检查,发现一仓有钢球露出料平面;辊压机止喂,约6min后磨内物料基本磨空,也反映出磨机在正常运转时处于偏空状态。分析原因可能为辊压机+V选系统效率低导致入磨量少,而经一次挤压的大量细颗粒料再次循环至辊压机二次研磨,引起冒灰发生;联合粉磨系统工作效率不高,现场检查发现散料板表面磨损痕迹重,主要位于分布中间区域。为此,加装了导风板,增加V选进风口下料集中的散料板风量,以期利于散料和选粉效果,增加入料量和改善冒灰。V选改造后,保持同样风量操作,入物料量增多,但波动大,球机负荷变化大且工艺控制稳定性变差,磨机平均台产提升至200t/h,入磨物料比表面积由190 m²/kg降至175 m²/kg,成品水泥比表面积由360 m²/kg±10 m²/kg降至330m²/kg,且辊压机机体冒灰频次未见降低。为了改善水泥比表面积,随后调整钢球级配,降低磨机二仓钢球平均球径(见表1),但比表面积仅提高至340 m²/kg,效果仍不甚理想。
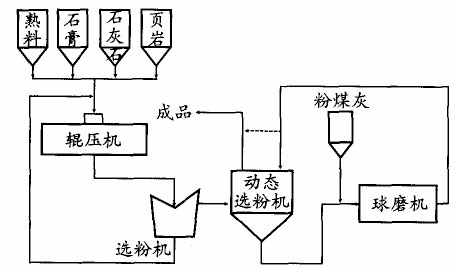
图1 粉磨工艺流程

表1 调整前后球磨机钢球级配
02 原因调查
V选系统的导风可以改善散料和选料能力,但并不能提升辊压机本身的破碎、挤压效率,风向的调整使入磨物料量增多,而辊压机研磨效率不变,入磨粗颗粒比例也增大,且V选出风口的料风比平衡破坏,使V选出风量和入磨物料量发生波动。G厂中控操作时一直要求稳流称重仓空仓操作,而空仓操作时,料层对辊轮的重力挤压变小,也不利于挤压料床的形成。辊压机主机电流55~65A,额定电流110A,工作电流与额定电流的比值属于偏低水平。有文献报道,辊压机电流与系统的效率关联度较高。辊压机对物料的做功可分两个阶段,见图2,角为最大颗粒嵌入角,大颗粒先在M点受挤压破碎,小颗粒及经破碎的细颗粒在尸点受高压料床粉碎。当物料落入辊轮,N点上覆盖的料层将对辊轮面形成重力挤压,大的颗粒料在M点先经过破碎,细粉料或经破碎细颗粒料在P点挤压区内充填满形成料床,此时辊轮对物料的破碎和挤压能力是相对充分的。
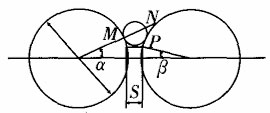
图2 辊压机的粉碎原理
稳流仓空仓位操作不利于辊压机主机电流的提高即挤压效率的改善,因为空仓意味着覆盖辊轮和辊轮间隙物料量少。一方面M点挤压能力未充分利用,甚至进而影响到P点区域料床无法成型,另一方面辊轮间来料和出料连续性差,引起稳流称重仓料位和V选循环料量不稳定。在辊压机挤压区的料床及覆盖其上的料层,保持了一定物料量的动态平衡,阻断了辊轮上下的空间,而一旦辊压机挤压区料床建立不起来时,V选出口和辊压机出料口间会形成直流通道,物料混合着气流直进直出,而辊压机出口的气体流通通道的变窄,使得含粉气体寻求缝隙向外溢出,稳流称重仓与辊压机机体的软连接部位、辊压机机体密封不严位置均成为粉尘流出口,发生冒灰。而稳流仓之所以空仓控制是因为在试车期间,当仓位高时,发生过'塌仓’现象,导致辊压机出料提升机严重超载停机,部分提斗变形严重。因此,G厂在中控操作中,将稳流称重仓零仓位操作,当现场反馈称重仓冒灰或者辊压机出料斗提电流低时,表征着可以加产;当辊压机仓位称重值>0时,表征着需要减产。
形成辊压机塌仓现象原因一般为:1)辊缝大;2)辊轮磨损严重;3)熟料粉状料多;4)V选选粉效率低;5)熟料温度高且高仓位操作;6)液压系统故障。调查C厂熟料结粒情况,用分级筛做熟料主要的颗粒分布分析,结果为:>5mm粒径含量64%,>20mm粒径含量17%,可见熟料结粒不好。且其最小轮间隙达到了28mm,根据压机粉碎和质量平衡原理”,辊缝是辊径与进出辊压机物料容重的函数:
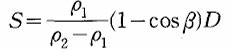
其中S为最小辊缝,2为入辊物料容重,1.48;ρ1为出辊物料容重,2.53;β为辊子对料饼的挤压角,取8°;D为辊径。计算S=19.7mm。而G厂实际最小辊缝间隙为28mm,可见辊轮间隙是偏大的,使得熟料在辊压机挤压区内破碎效果不好,影响进入挤压区组成料床的物料量,料床挤压粉碎效果被削弱,辊压机电流与额定电流比值偏低。当填充量不足以建立起料床时,辊缝间隙易产生漏料区域,如果此时稳流仓存在一定高度的料层,料层越高,漏料越快,塌仓现象越严重。
03 操作调整与效果
稳流仓空仓时,辊轮缝隙难以形成稳定、连续的料床,挤压区粉碎效率将有所降低,也对辊轮上下空间形成不了阻隔;稳流仓仓位高于20%时,辊子所承受的物料冲击力将会被厚料层吸收,而循环物料的冲击力将大于厚料层的重力,故辊子对料层物料的反作用力亦会减小,总的挤压和粉碎效果也会弱化。为此我们将G厂辊缝间隙调整为19mm,稳流称重仓仓位控制目标范围在5%~20%。经调整后,稳流仓软连接和辊压机机体密封位置冒灰现象基本消除,辊压机主机电流上升约15%,维持调整前选粉机冷风阀开度,入磨物料量大幅增加,需将选粉机冷风阀开度由55%调减为20%来平衡入磨料量,磨机产量和比表面积均有明显提升。调整前后粉磨系统运行参数对比,见表2。
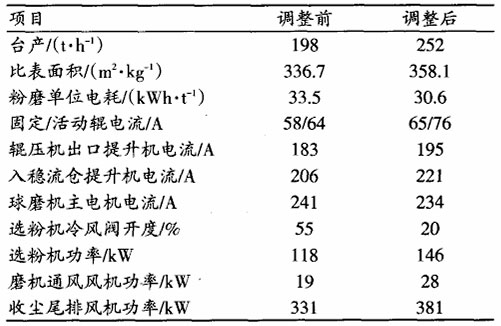
表2 改造前后粉磨系统运行参数对比
04 结语
联合粉磨系统中,辊压机作为重要粉磨设备,其实际性能的发挥,将直接影响着系统产量与质量水平。而辊压机的效率与电流关联度高,匹配辊轮缝隙和物料特性,控制稳流称重仓仓位,将可以有效的提升辊压机的主机电流,从而改善辊压机研磨效率。控制稳流称重仓一定料厚,不仅能够在辊轮做功区域建立稳定的料床,发挥辊轮对大颗粒的破碎和小颗粒的挤压作用,也可以成为V选和辊压机之间的隔断,保持相对独立的负压系统,避免辊压机冒灰的频繁发生。
有关本文:
作者:李渊博,江元华
单位:湖北鑫统领万象科技有限公司
来源:水泥工程2017年第2期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

