
内容介绍
在水泥生产过程中,篦冷机不仅承担熟料的输送任务,还负责熟料冷却和热量回收。评估其性能的关键指标包括热回收效率和出篦冷机的熟料温度。
在水泥生产过程中,篦冷机不仅承担熟料的输送任务,还负责熟料冷却和热量回收。评估其性能的关键指标包括热回收效率和出篦冷机的熟料温度。然而,由于二、三次风量难以精确测量,直接测算篦冷机回收的热量并不容易。相比之下,未被回收的热量――如出篦冷机熟料带走的热量、进入AQC炉或余风中的显热、以及设备表面散热损失――则更易于评估。
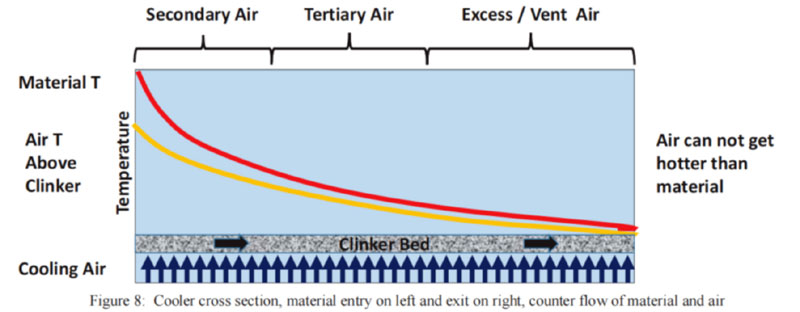
一个基本的换热原则是:在相同纵向长度上,热气体温度不可能低于物料温度。很多企业在发现出篦冷机熟料温度偏高时,第一反应往往是增加冷却风量,但冷风鼓得越多,熟料冷却效果就真的越好吗?
如果不考虑换热速度,仅从输入输出的热量平衡来分析:进入篦冷机的热量固定时,冷风量越大,冷风带走的热量就越多,那么出篦冷机熟料带走的热量自然减少,熟料温度理应降低。这类似于预热器系统:在烟气热量一定时,生料投料量越大,出口C1烟气温度越低。然而,实际生产中,篦冷机的情况远比预热器复杂。最根本的区别在于:预热器内生料与烟气的换热速度极快,换热效率接近100%;而篦冷机中熟料颗粒与冷空气的换热速度有限,换热效率远未达到理想状态。
篦冷机内的换热受两个关键因素影响:对流换热系数(与风速相关)和换热时间。其中,换热时间越长,效率越高,而换热时间大致由“熟料层高度除以空气速度”决定。从时间角度看,我们希望熟料层越厚越好、空气速度越慢越好,这样换热更充分。但现实中有制约:熟料层过厚会导致阻力增大、风机电耗上升;空气速度过慢则意味着同样风量下需要更大的篦冷机面积,设备成本也随之增加。
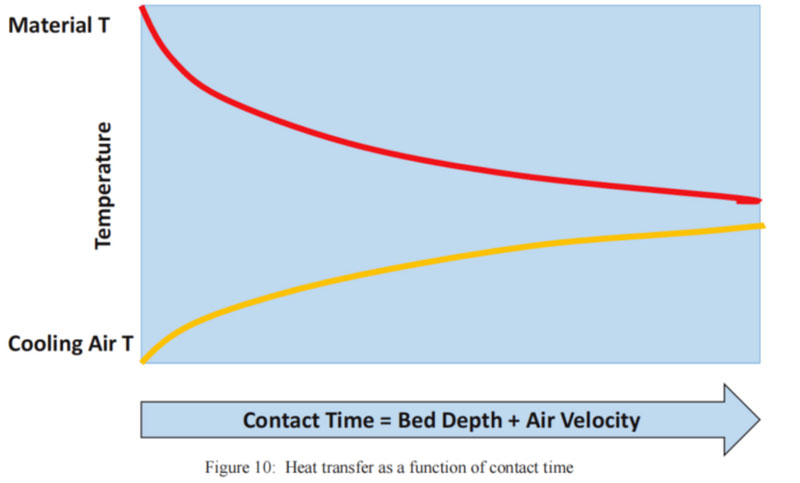
为什么鼓风越多,冷却效果不一定越好呢?第一个原因是换热时间被缩短。当冷风量增加、篦冷机面积不变时,空气在熟料层中的速度随之提高。虽然更高的风速有助于提升对流换热系数,但它同时会显著缩短气固接触时间。时间缩短到一定程度后,熟料冷却效果反而可能变差。第二个原因更隐蔽也更危险,那就是细颗粒的流化问题。很多企业现场经验表明,当飞沙料严重时,篦冷机内容易形成“红河”――这本质上是小粒径熟料颗粒发生了流化。一旦颗粒流化,它们会表现出类似流体的特性:热的熟料颗粒像水流一样从篦冷机入口“流”向出口,不再受篦板速度控制,换热时间几乎丧失。
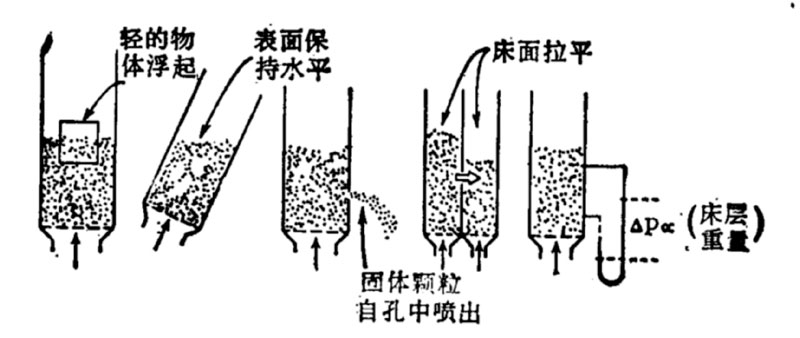
流化的发生主要取决于颗粒特性和风速两个方面。根据Geldart颗粒分类法,按粒径和密度可将颗粒分为C、A、B、D四类。C类颗粒极细,尺寸小于30微米,黏性大,难流化,典型代表就是水泥生料。A类颗粒粒径在30到100微米之间,是最容易流化的理想流化颗粒。B类颗粒粒径中等,大约100到600微米,密度中等,比如沙子,相对也容易流化。D类颗粒粒径大于600微米,密度高,难以流化,气体更容易形成集中的通道。因此,最容易发生流化的是A类和B类颗粒,即粒径在30到500微米的范围。
对于水泥熟料来说,需要特别关注小于500微米的颗粒,尤其是小于200微米的部分。正常结粒的熟料中,小于500微米的颗粒占比通常应在15%到20%以下。而当飞沙料严重时,这一比例可能飙升至40%,甚至达到70%。此时从粒径条件看,已经非常容易流化。从风速角度看,以500微米熟料颗粒为例,在900摄氏度的热空气作用下,其初始流化速度仅为每秒0.1米,终端速度约为每秒5.3米。这么低的初始流化速度在实际操作中很容易达到,从而引发细颗粒流化。当鼓风量增加、风速提高时,能够达到初始流化速度的颗粒粒径下限会降低,意味着更多粒径范围的细颗粒会进入流化状态,甚至被气体带走。
综上所述,盲目增加篦冷机鼓风量,并不能保证熟料冷却效果更好。过高的风速会缩短换热时间,并诱发或加剧细颗粒流化现象,使熟料“红河”问题更加严重,最终适得其反。更合理的思路是控制入篦冷机熟料的飞沙料比例,减少小于500微米颗粒的含量,在保证合理料层厚度和阻力经济性的前提下,优化风量与篦速的匹配,而不是一味增加冷风量。
有关本文:
文章内容来源于水泥窑炉与污染物减排
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

